

 浙江立冈机床有限公司
浙江立冈机床有限公司
数控机床
公司地址:浙江省温岭市东部新区金塘北路19号
企业信息
注册资本:1000万以上
注册时间: 2018-03-08






智能数控车床_数控车床厂家_浙江立冈机床有限公司
- 产品名:机床
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
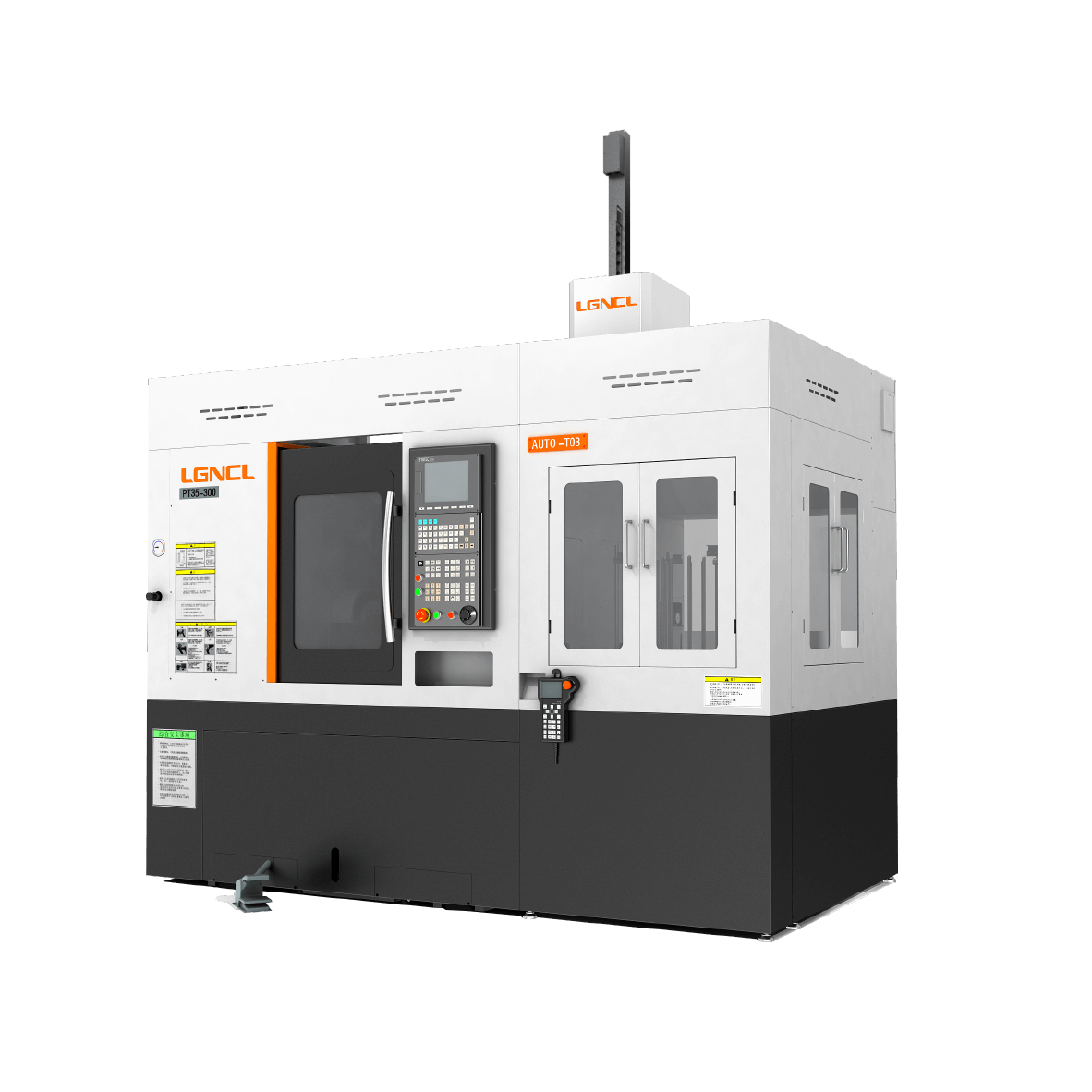
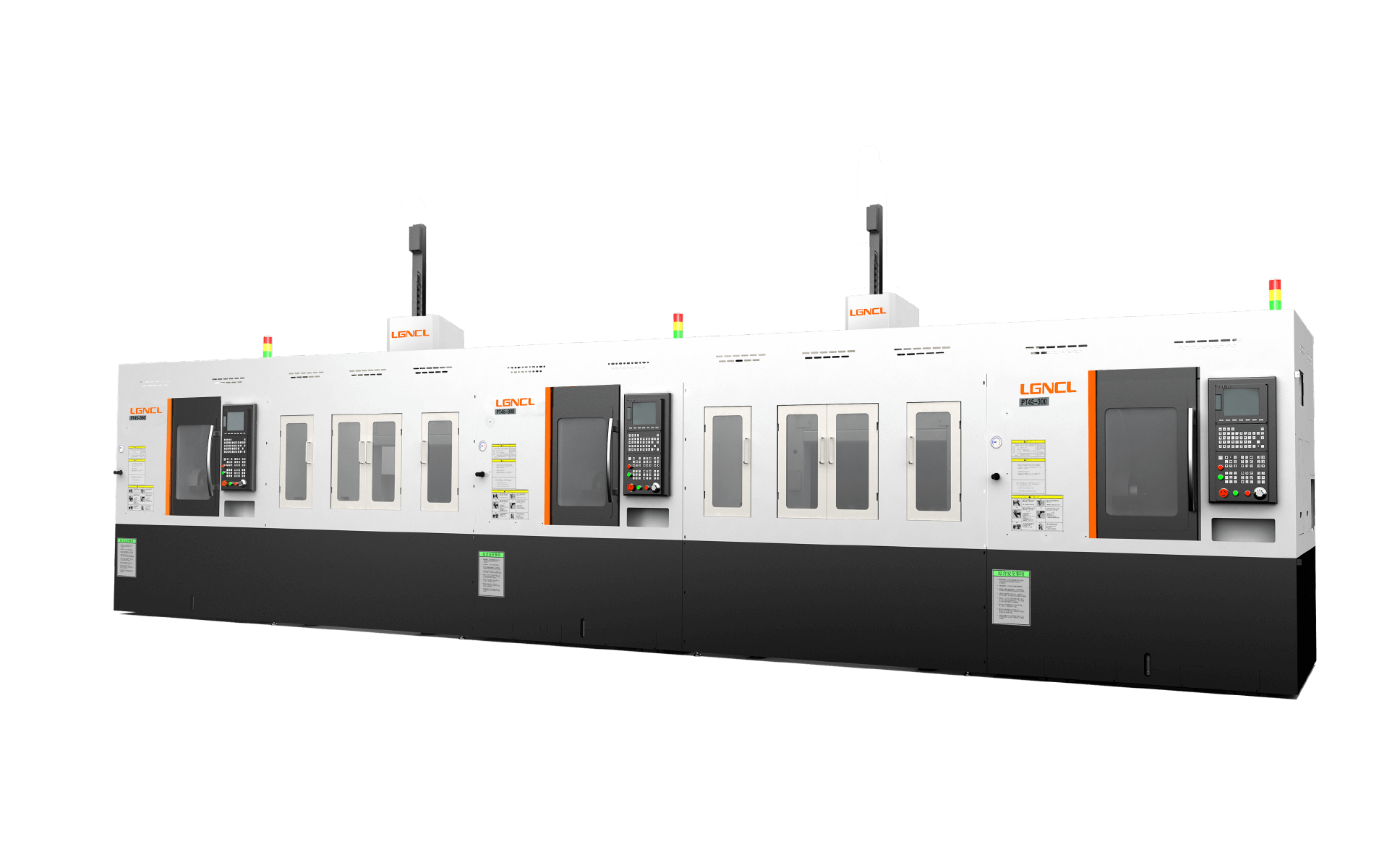
Z向导轨水平安装,4个滑块能均匀分摊滑鞍重量及切削力,减少滑块的滚珠磨损,延长导轨使用寿命高低平导轨斜床身在加工、转配及使用过程中都处于状态,能有效保证机床精度。配置同步电主轴,高低转速均可输出大扭曲,震动小,低噪音,动能反应快,运行平稳,能有效保证加工表面光洁度本机配置进口12工位伺服刀塔或动力刀塔,进行复杂的车铣加工、提高生产质量!车削生产线介绍:结构特点高低轨平床身,刚性好,耐磨性好.一体式床身设计,结构紧凑,省空间场地!
精密数控机床介绍:配置同步电主轴,高低转速均可输出大扭曲,震动小,低噪音,动能反应快,运行平稳,能有效保证加工表面光洁度。配置皮带主轴,每一双主轴皆经过连续48小时运转测试,保证所有精度皆达GB国标要求!床身探用步升结构(一体式斜床身+高低平导轨).Z向导轨水平安装,4个滑块能均匀分摊滑鞍重量及切削力,减少滑块的滚珠磨损,延长导轨使用寿命!高低平导轨斜床身在加工、装配及使用过程中都处于一致状态,能有效保证机床精度.
曲面工件机床_曲面工件机床扩孔_浙江立冈机床有限公司
正宗智能数控车床
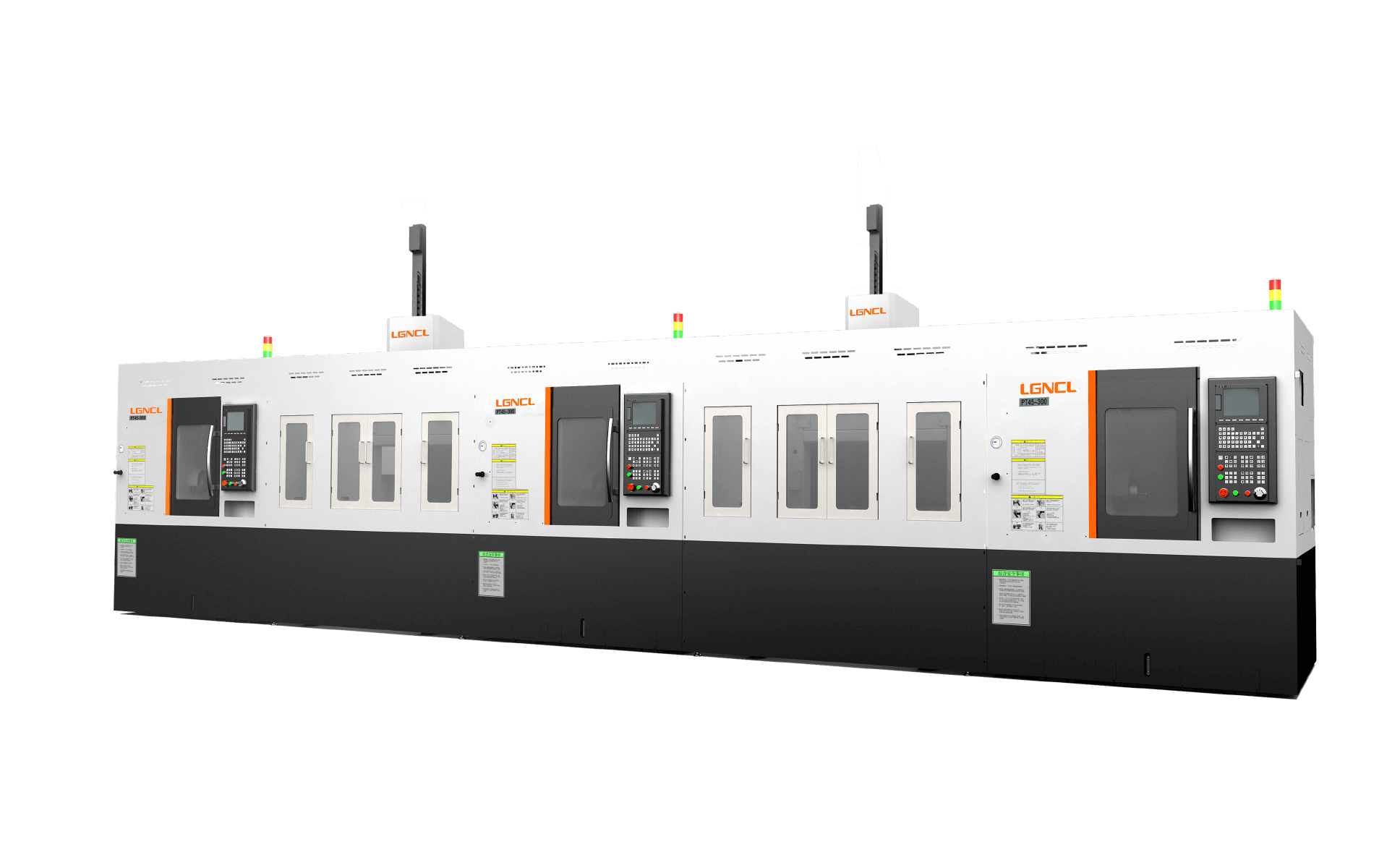
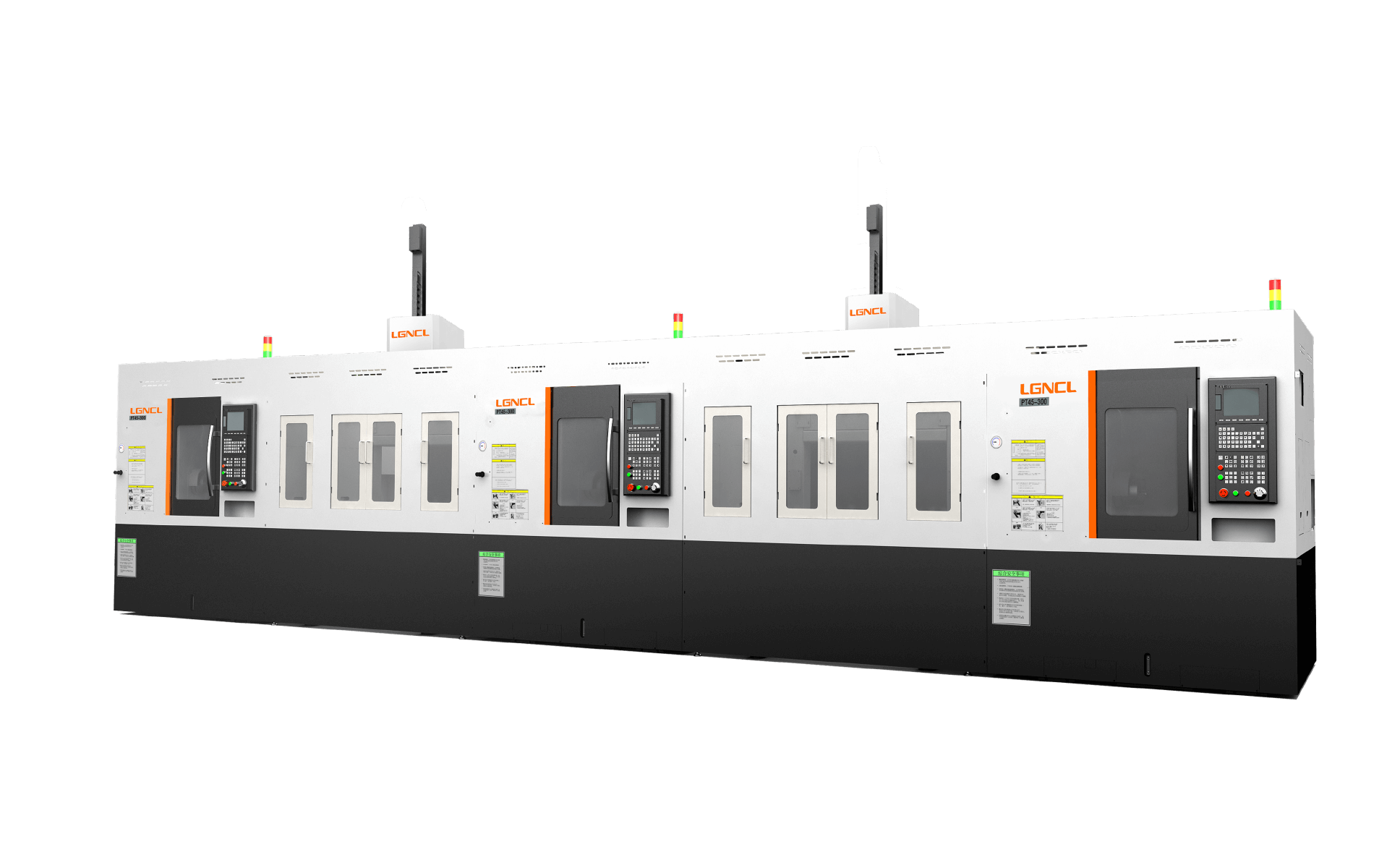
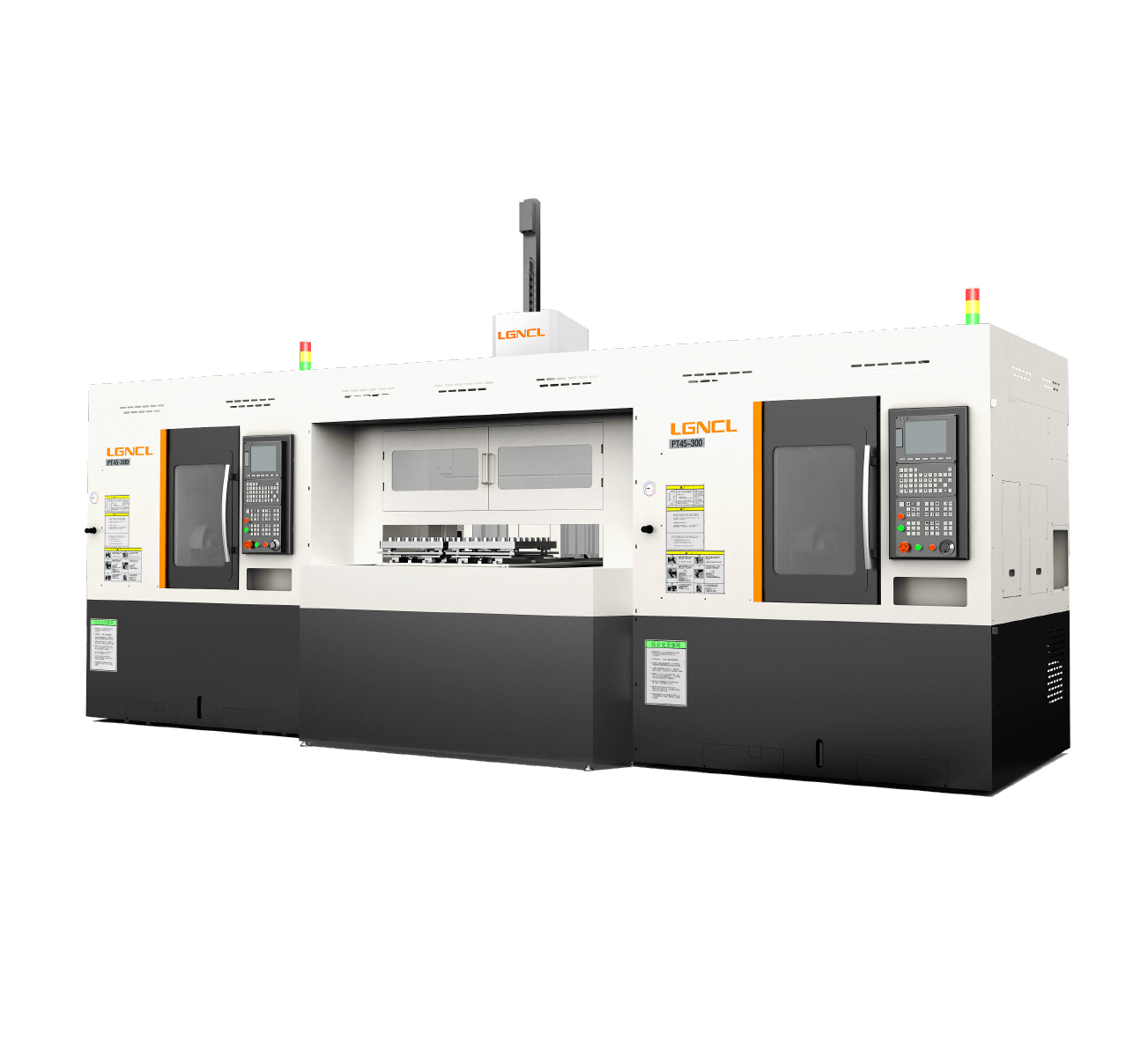
加装中间翻转调头机构后,组成一条2道工序的车削生产线.多功能组合加装桁架自动化,料仓在线洁洗在线检测等功能后组成一条多功能车削生产线。可以加远程监控功能和数据采集功能,与工厂的ERP。MES等皆能化系统无缝对接!DST标准生产线动作流程:校正单元——主机OP1加工——工件翻转单约——主机OP2加工——抽检单元——成品出料单元DST多功能生产线动作流程:供料单元——校正单元——主机OP1加工——工件翻转单元——主机OP2加工抽检单元——在线清洗单元——在线检测单元——成品收集单元啊浙江立冈机床有限公司是一家在“智造中国”宏伟战略中孕育而生的机床行业新力军!
我们推荐智能数控车床
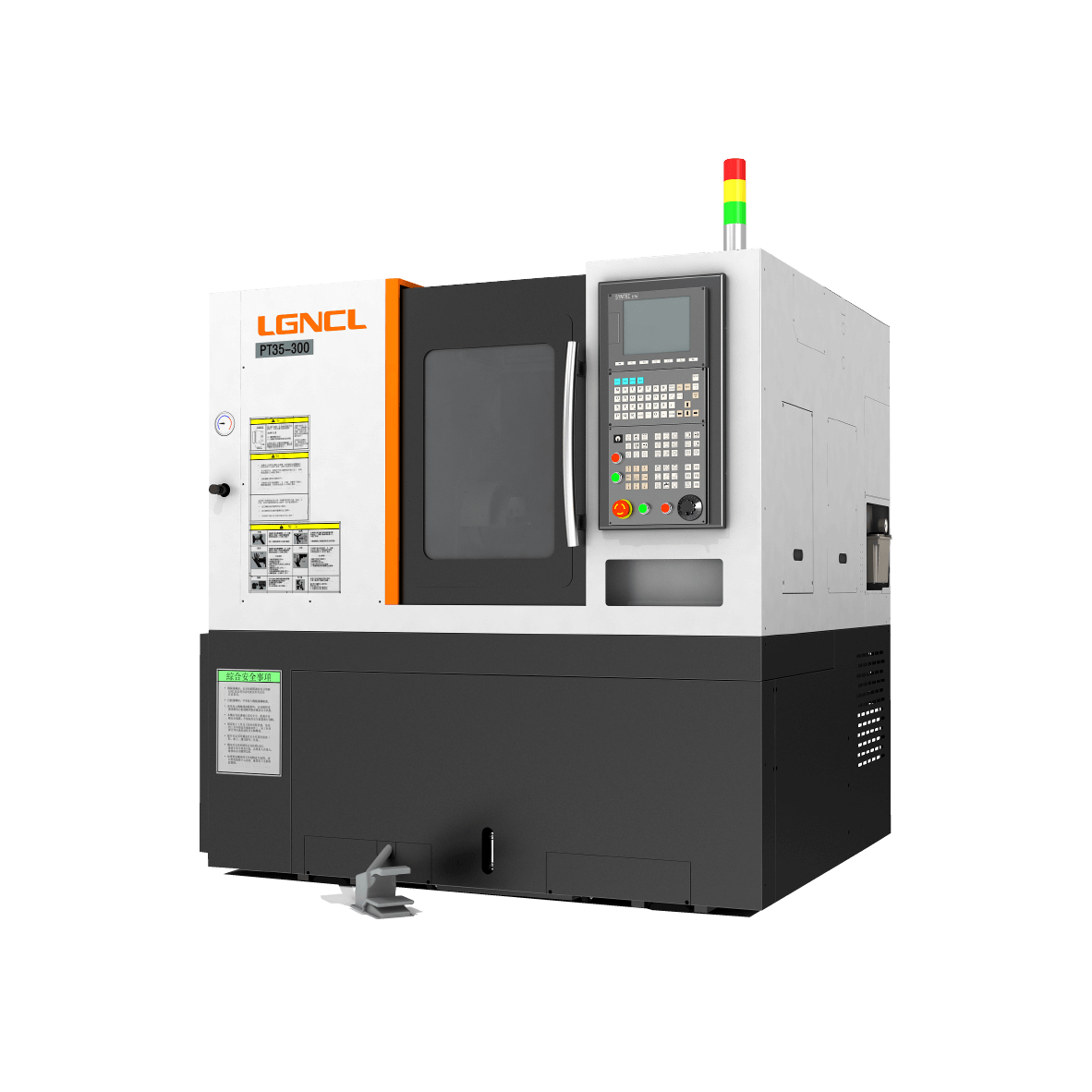
MES等皆能化系统无缝对接。DST标准生产线高精度、高刚性、高效率、模块化设计步升结构主要特点床身采用步升结构(一体式斜床身+高低平导轨)!Z向导轨水平安装,4个滑块能均匀分摊滑鞍重量及切削力,减少滑块的滚珠磨损,延长导轨使用寿命高低平导轨斜床身在加工、转配及使用过程中都处于状态,能有效保证机床精度.配置同步电主轴,高低转速均可输出大扭曲,震动小,低噪音,动能反应快,运行平稳,能有效保证加工表面光洁度本机配置进口12工位伺服刀塔或动力刀塔,进行复杂的车铣加工、提高生产质量!
桁架组合机床的空间运动是用三个相互垂直的直线运动来实现的!由于直线运动易于实现全闭环的位置控制,所以,桁架组合机床有可能达到很高的位置精度(μm级)!为了实现一定的运动空间,桁架组合机床的结构尺寸要比其他类型的组合机床的结构尺寸大得多!桁架组合机床的工作空间为一空间长方体。桁架组合机床研发的桁架式机械手,其结构紧凑,外形美观,运行速度领命,定位,有效的故障报警系统装置,具有可调性,通用性,为客户创造、持久的生产效益!
桁架组合机床为机械加工企业提供专业的自动化解决方案,车削生产线介绍:结构特点高低轨平床身,刚性好,耐磨性好.一体式床身设计,结构紧凑,省空间场地。将桁架自动化全部固定在床身上!形成一个整体,不受地基沉降和扭曲等影响,能实现稳定的自动化生产。搬运,安装,调试和移机都方便,能实现快速交钥匙工程.灵活多用加装桁架自动化和料仓后可当做2台单机自动车床使用(左右可同时加工不同的零件,也可以同时加工一样的零件)!
桁架机械手与机床一体规划、整体设计,使机床更紧凑、更美观、更高效的实现自动化加工,每台标机都预留桁架自动化的接口(立柱,防护,电气),给客户后续改装桁架自动化提供便利。车削生产线介绍:结构特点高低轨平床身,刚性好,耐磨性好!一体式床身设计,结构紧凑,省空间场地.将桁架自动化全部固定在床身上!形成一个整体,不受地基沉降和扭曲等影响,能实现稳定的自动化生产!搬运,安装,调试和移机都方便,能实现快速交钥匙工程!
盘类零件机床切槽_曲面工件机床钻孔_浙江立冈机床有限公司
00,然后刀具后移,从侧面移向圆柱,当刀尖触到圆柱外经时,在5号刀的补正号上输入圆柱的直径,如是10。32的话,就输入MX10。32。这时将刀移出,将X轴和Z轴原点复归。5号刀基本上对好了。实际加工中5号刀加工的另件尺寸和图纸尺寸是有误差的,这时就要进刀具补偿了,比如外径大了0。
05,长度长了0。1,你就要在5号刀的补正号上分别输入U-0。05和W-0。1,这时5号刀算是真正对好了。当然由于刀具的磨损,加工尺寸超差,还要进行刀具补偿。
数控机床
公司地址:浙江省温岭市东部新区金塘北路19号
企业信息
注册资本:1000万以上
注册时间: 2018-03-08
 粤公网安备44030402000848号
粤公网安备44030402000848号