

 济南聚力日升电气工程有限公司
济南聚力日升电气工程有限公司
其他未分类
公司地址:济南
企业信息
注册资本:50---100万
注册时间: 2019-01-01







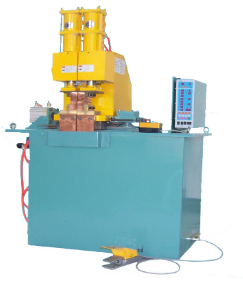
聊城闪光对焊机系统采购_机械及行业设备价格-济南聚力日升电气工程有限公司
- 产品名:闪光对焊机系统
- 产品价格:123.00
- 尺寸:
- 产地:
- 公司:
闪光对焊是广泛用于钢筋纵向连接及预应力钢筋与螺丝端杆的焊接。钢筋闪光对焊的原理是利用对焊机使两端钢筋接触,通过低电压的强电流,待钢筋被加热到一定温度变软后,进行轴向加压顶锻,形成对焊接头。钢筋闪光对焊工艺常用的连续闪光焊、预热闪光焊和闪光-预热-闪光焊。对Ⅳ级钢筋有时在焊接后还进行通电热处理。
电阻对焊电阻对焊是将两工件端面始终压紧,利用电阻热加热至塑性状态,然后迅速施加顶锻压力(或不加顶锻压力只保持焊接时压力)完成焊接的方法。一、电阻对焊的电阻和加热对焊时的电阻分布如图14-2所示。总电阻可用下式表示:R=2Rω+RC+2Reω式中Rω--一个工件导电部分的内部电阻(Ω);Rc--两工件间的接触电阻(Ω);Rω--工件与电极间的接触电阻(Ω);工件与电极之间的接触电阻由于阻值小,且离接合面较远,通常忽略不计。工件的内部电阻与被焊金属的电阻率ρ和工件伸出电极的长度l0成正比,与工件的断面积s成反比。和点焊时一样,电阻对焊时的接触电阻取决于接触面的表面状态、温度及压力。当接触电阻有明显的氧化物或其他赃物时,接触电阻就大。温度或压力的增高,都会因实际接触面积的增大而使接触电阻减小。焊接刚开始时,接触点上的电流密度很大;端面温度迅速升高后,接触电阻急剧减小。加热到一定温度(钢600度,铝合金350度)时,接触电阻完全消失。和点焊一样,对焊时的热源也是由焊接区电阻产生的电阻热。电阻对焊时,接触电阻存在的时间极短,产生的热量小于总热量的10-15%。但因这部分热量是接触面附近很窄的区域内产生的。所以会使这一区域的温度迅速升高,内部电阻迅速增大,即使接触电阻完全消失,该区域的产热强度仍比其他地方高。所采用的焊接条件越硬(即电流越大和通电时间越短),工件的压紧力越小,接触电阻对加热的影响越明显。
电阻对焊的焊接循环、工艺参数和工件准备1、焊接循环电阻对焊时,两工件始终压紧,当端面温升高到焊接温度Tω时,两工件端面的距离小到只有几个埃,端面间原子发生相互作用,在接合上产生共同晶粒,从而形成接头。电阻对焊时的焊接循环有两种:等压的和加大锻压力的。前者加压机构简单,便于实现。后者有利于提高焊接质量,主要用于合金钢,有色金属及其合金的电阻对焊,为了获得足够的塑性变形和进一步改善接头质量,还应设置电流顶锻程序。2、工艺参数电阻对焊的主要工艺参数有:极性、伸出长度、焊接电流(或焊接电流密度)、焊接通电时间、焊接压力和顶锻压力。(1)伸出长度l0即工件伸出夹钳电极端面的长度。选择伸出长度时,要考虑两个因素:顶锻时工件的稳定性和向夹钳的散热。如果l0过长,则顶锻时工件会失稳旁弯。l0过短,则由于向钳口的散热增强,使工件冷却过于强烈,会增加塑性变形的困难。对于直径为d的工件,一般低碳钢:l0=(0.5-1)d,铝和黄铜:l0=(1-2)d,铜:l0=(1.5-2.5)d。(2)焊接电流Iω和焊接时间tω在电阻对焊时,济南聚力日升电气工程有限公司,聚力日升电气工程,焊接电流常以电流密度jω来表示。jω和tω是决定工件加热的两个主要参数。二者可以在一定范围内相应地调配。可以采用大电流密度、短时间(强条件),也可以采用小电流密度、长时间(弱条件)。但条件过强时,容易产生未焊透缺陷;过软时,会使接口端面严重氧化、接头区晶粒粗大、影响接头强度。(3)焊接压力Fω与顶锻压力Fu,高品质聊城闪光对焊机系统采购, 闪光对焊机系统公司相关,Fω对接头处的产热和塑性变形都有影响。减小Fω有利于产热,但不利于塑性变形。因此,易用较小的Fω进行加热,而以大得多的Fu进行顶锻。但是Fω也不能过低,否则会引起飞溅、增加端面氧化,并在接口附近造成疏松。3、工件准备电阻对焊时,两工件的端面形状和尺寸应该相同,以保证工件的加热和塑性变形一致。工件的端面,以及与夹钳接触的表面必须进行严格清理。端面的氧化物和赃物将会直接影响到接头的质量。与夹钳接触的工件表面的氧化物和赃物将会增大接触处电阻,使工件表面烧伤、钳口磨损加剧,并增大功率损耗。清理工件可以用砂轮、钢丝刷等机械手段,也可以用酸洗。电阻焊接头中易产生氧化物夹杂。对于焊接质量要求高的稀有金属、某些合金钢和有色金属时,常采用氩、氦等保护氛来解决。电阻对焊虽有接头光滑、毛刺小、焊接过程简单等优点,但其接头的力学性能较低,对工件端面的准备工作要求高,因此仅用于小断面(小于250mm2)金属型材的对接。 闪光对焊闪光对焊可分为连续闪光对焊和预热闪光对焊。连续闪光对焊由两个主要阶段组成:闪光阶段和顶锻阶段。预热闪光对焊只是在闪光阶段前增加了预热阶段。一、闪光对焊的两个阶段1、闪光阶段闪光的主要作用是加热工件。在此阶段中,聊城闪光对焊机系统采购, 闪光对焊机系统报价相关,先接通电源,并使两工件端面轻微接触,形成许多接触点。电流通过时,接触点熔化,成为连接两端面的液体金属过梁。由于液体过梁中的电流密度极高,使过梁中的液体金属蒸发、过梁爆破。随着动夹钳的缓慢推进,过梁也不断产生与爆破。在蒸气压力和电磁力的作用下,液态金属微粒不断从接口间喷射出来。形成火花急流--闪光。在闪光过程中,工件逐渐缩短,端头温度也逐渐升高。随着端头温度的升高,过梁爆破的速度将加快,动夹钳的推进速度也必须逐渐加大。在闪光过程结束前,必须使工件整个端面形成一层液体金属层,并在一定深度上使金属达到塑性变形温度。由于过梁爆破时所产生的金属蒸气和金属微粒的强烈氧化,接口间隙中气体介质的含氧量减少,其氧化能力可降低,从而提高接头的质量。但闪光必须稳定而且强烈。所谓稳定是指在闪光过程中不发生断路和短路现象。断路会减弱焊接处的自保护作用,接头易被氧化。短路会使工件过烧,导致工件报废。所谓强烈是指在单位时间内有相当多的过梁爆破。闪光越强烈,焊接处的自保护作用越好,这在闪光后期尤为重要。2、顶锻阶段在闪光阶段结束时,立即对工件施加足够的顶端压力,接口间隙迅速减小过梁停止爆破,即进入顶锻阶段。顶锻的作用是密封工件端面的间隙和液体金属过梁爆破后留下的火口,同时挤出端面的液态金属及氧化夹杂物,使洁净的塑性金属紧密接触,并使接头区产生一定的塑性变形,以促进再结晶的进行、形成共同晶粒、获得牢固的接头。闪光对焊时在加热过程中虽有熔化金属,但实质上是塑性状态焊接。预热闪光对焊是在闪光阶段之前先以断续的电流脉冲加热工件,然后在进入闪光和顶锻阶段。预热目的如下:(1)减小需用功率可以在小容量的焊机上焊接断面面积较大的工件,因为当焊机容量不足时,若不先将工件预热到一定温度,就不可能激发连续的闪光过程。此时,做聊城闪光对焊机系统采购, 闪光对焊机系统公司相关,预热是不得已而采取的手段。(2)降低焊后的冷却速度这将有利于防止淬火钢接头在冷却时产生淬火组织和裂纹。(3)缩短闪光时间可以减少闪光余量,节约贵重金属。预热不足之处是:(1)延长了焊接周期,降低了生产率;(2)使过程的自动化更加复杂;(3)预热控制较困难。预热程度若不一致,就会降低接头质量的稳定性。二、闪光对焊的电阻和加热闪光对焊时的接触电阻Rc即为两工件端面间液体金属过梁的总电阻,其大小取决于同时存在的过梁数及其横断面积。后两项又与工件的横断面积、电流密度和两工件的接近速度有关。随着这三者的增大,同时存在的过梁数及其横截面积增大,Rc将减小。闪光对焊的Rc比电阻对焊大得多,并且存在于整个闪光阶段,虽然其电阻值逐渐减小,但始终大于工件的内部电阻,直到顶锻开始瞬间Rc才完全消失。图14-5是闪光对焊时Rc、2Rω和R变化的一般规律。Rc逐渐减小是由于在闪光过程中,随着端面温度的升高,工件接近速度逐渐增大,过梁的数目和尺寸都随之增大的缘故。由于Rc大并且存在整个闪光阶段,所以闪光对焊时接头的加热主要靠Rc。其他未分类
公司地址:济南
企业信息
注册资本:50---100万
注册时间: 2019-01-01


 粤公网安备44030402000848号
粤公网安备44030402000848号