

 焦作欣扬程煤矿设备有限公司
焦作欣扬程煤矿设备有限公司
行业专用设备加工
公司地址:博爱县产业集聚区(兴园路南段)
企业信息
注册资本:1000万以上
注册时间: 2012-01-16






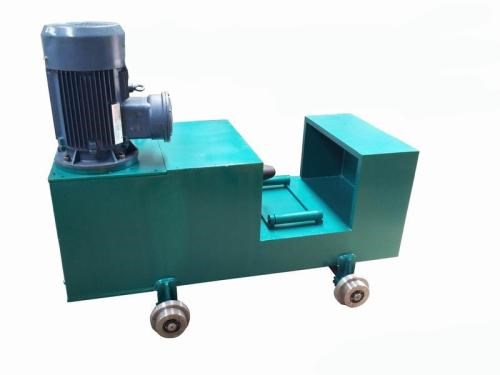
银川缸柱外圆抛光机厂家_抛光机哪家好-焦作欣扬程煤矿设备有限公司
- 产品名:缸柱外圆抛光机
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
6μm!(2)操作规程1)操作者必须熟悉本设备的结构、性能、操作系统、传动系统、防护装置、润滑部位、电气等基本知识、使用方法;2)上机操作前按规定戴好劳动防护用品,女工必须将头发压入工作帽内,切削时戴好防护眼镜及口罩;3)开车前检查各操纵及按钮位置、各传动部位和防护罩、限位装置应牢固可靠、千叶轮及橡胶轮是否牢固可靠、电气保护接零是否可靠等,按规定部位和油量进行班前润滑加油;4)检查和加油后,操作者开车低速空转3~5min,检查机床运行有无异常声响,各部位润滑情况,润滑油位情况,操纵手柄及按钮是否灵敏,安装在导轨上的限位装置,运动是否正常可靠;5)加工操作时精神要集中,严禁和他人谈话,严禁自动走刀离岗,严禁在防护罩上摆放任何物品,严禁拆除防护罩打磨工件!
抛光轮通过抛光轴皮带轮与电机相联做旋转运动,导轮通过减速器、联轴器与电机相联并固定在万向旋转径向进给滑台座上.抛光轮与导向轮之间装置一可横向移动的直线导轨,在导轨上布置2个移动滑块,工件两段固定在移动滑块上,使工件能够在直线导轨上往复移动.当操纵滑台上的进给手柄时,导轮接触工件,工件开始旋转,继续进给接触抛光轮,抛光轮旋转时对工件进行表面磨削加工。同时,工件做轴向移动,从而完成工件的抛光工作!(1)抛光轮电机的选用考虑前道工序车加工后的表面粗糙度及非不锈钢渗锌后的表面杂质,结合抛光轮转速要求(2400r/min),电机选用Y100L-24!
公司是一家以抛光机为主的企业,主打缸柱外圆抛光机,更多产品详详情请拨打电话:15893039168文华 或到访博爱县产业集聚区(兴园路南段)。焦作欣扬程煤矿设备有限公司期待与您一起合作共赢,在追求低价格高效率,快速度的同时,更注重质量的保证,努力为客户做好每一件产品,做到在成长中求发展,始终保持一种尽善尽美的工作态度,满怀希望和热情的朝着目标努力。
营口单体试验架厂家电话_专业定制单体试验架-焦作欣扬程煤矿设备有限公司
找银川缸柱外圆抛光机厂家
实践证明:工件中心越高,越易获得较高圆度,磨圆过程也越快,但是工件中心高出的距离也不能太大,否则导向轮对工件的向上垂直分力有可能引起工件跳动,从而影响加工表面质量!(2)选用刚玉橡胶轮做导向轮!一般砂轮由磨料和粘接剂组成,磨料一般有碳化硅、刚玉、金刚石、立方氮化硼等。粘接剂有树脂、陶瓷、黄铜等.采用较硬的刚玉橡胶轮做导向的好处在于耐磨性,增大摩擦力,避免丢转情况发生!(3)工件装卡简便容易工件装卡时,只需将轴两端部轴托放入滑块轴承孔中即可,无需调整找正!
0kW。(2)导向轮电机、减速器和变频器的选用导向轮旋转速度较低(0~45r/min),且只一方向旋转,为方便联接采用WXJ8040:1蜗轮减速器,电机选用Y802-40!75kW.考虑工件原始表面质量不一致性较大,故需要控制轴向进给速度.导向轮转速决定工件的轴向移动速度!利用变频器控制导向轮转速(0~45r/min),采用SumitomoAF-3000,1.5kW变频器!(3)直线导轨、滑块的选用考虑抛光加工的稳定性,导轨采用34GCr15的滚动导轨,滑块上配装滚动轴承!
正宗银川缸柱外圆抛光机厂家
不准随意拆除限位装置,不准在导轨及工作台上放置多余物品,不准私装多余装置,离开机床时必须停车,时间长时应关闭电源;6)装卡千叶轮以及橡胶轮应牢固可靠,并随时注意有无松动;7)装卡千叶轮后,应拧紧防护罩上的螺栓;8)工作中操作者的头部不允许过于靠近防护罩观察加工情况,安全距离大于200mm;9)应根据工件和千叶轮的外形尺寸,选择适当的进给速度及进给量,严禁快速进给!开始加工工件时,以每次导向轮、工件、千叶轮三者刚接触时的位置为零位,继续摇动手柄,保证径向进给量约为1mm,抛光机操作规程严禁进给量过大,确保千叶轮过渡磨损;10)加工不同材质的工件,导向轮选择不同的转速,加工不锈钢件时,应选择“36”字样的速度;加工渗锌件时,应选择“43”字样的速度;粗抛可调高速度,精抛应相应降低速度;11)工作时,操作者必须站在千叶轮抛光方向侧面,防止千叶轮脱落伤人;工作时,工件在导向轮的作用下停止向前移动,严禁直接用手推动工件;观测工件时,必须先停车,再观测工件;需重复抛光工件时,必须先退刀,使工件脱离千叶轮而又不接触橡胶轮,轻推工件与限位装置一起至开始位置;清理抛光脏物时,一定要用专用工具,加工时抛光脏物堆积过多,应及时停车清理,严禁在机床工作中清理抛光脏物;特点和优点编辑(1)自动进给,有心外圆抛光当抛光轮以转速n1旋转时,工件就有与抛光轮相同的线速度回转的趋势,由于同时受到导向轮摩擦力对工件的制约作用,结果使工件以接近于导向轮线速度(导向轮线速度远低于抛光轮)回转,从而在抛光轮和工件之间形成很大的速度差,由此产生磨削作用.
我们推荐银川缸柱外圆抛光机厂家

织金立柱打压机厂家_立柱打压机生产厂家相关-焦作欣扬程煤矿设备有限公司

邢台U型钢制棚机生产厂家_U型钢制棚机生产厂家-焦作欣扬程煤矿设备有限公司
(4)抛光轮的选用采用先粗抛,后精抛的工艺,粗抛时采用Ф250mm、粒度60~300目的综刚玉千叶轮;精抛时用Ф250mm的600目尼龙轮![1]实践证明:工件中心越高,越易获得较高圆度,磨圆过程也越快,但是工件中心高出的距离也不能太大,否则导向轮对工件的向上垂直分力有可能引起工件跳动,从而影响加工表面质量!操作规程编辑(1)适用范围本规程适用加工直径范围60~100mm,长度小于1800mm,圆柱形碳钢、不锈钢待抛光件,加工后表面光洁度可达到Ra1。
行业专用设备加工
公司地址:博爱县产业集聚区(兴园路南段)
企业信息
注册资本:1000万以上
注册时间: 2012-01-16



 粤公网安备44030402000848号
粤公网安备44030402000848号