

 山东华创聚能新材料有限公司
山东华创聚能新材料有限公司
无缝钢管
公司地址:山东省聊城市经济开发区大东钢材市场大东路18号
企业信息
注册资本:1000万以上
注册时间: 2019-03-06




天津高频焊方管生产厂家_正规焊接钢管价格-山东华创聚能新材料有限公司
- 产品名:高频焊方管
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
可以作热轧H型钢标准之外的品种!2、选择钢种多样!热轧H型钢主要是Q235B和Q345B,需要小批量特殊钢种时,生产厂不可能给生产!焊接可以根据需要选择钢板即可!3、产品精度高、表面质量好。由于钢板产品精度高、表面质量好,所以焊后的H精度也高、表面质量也好.钢板(用于焊接H型钢)的厚度偏差一般是零点零几毫米到零点几毫米,而热轧H型钢厚度偏差是零点几毫米到1毫米,相差近于10倍!4、性能稳定、内部组织好!
焊接对工件可以不清理,可焊薄壁管,可焊金属管!高频直缝焊接钢管流程:纵剪―开卷―带钢矫平―头尾剪切―带钢对焊―活套储料―成型―焊接―清除毛刺―定径―探伤―飞切―初检―钢管矫直―管段加工―水压试验―探伤检测―打印和涂层―成品.高频直缝焊接钢管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设!作液体输送用:给水、排水!作气体输送用:煤气、蒸气、液化石油气!作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等.
开卷―带钢矫平―头尾剪切―带钢对焊―活套储料―成型―焊接―清除毛刺―定径―探伤―飞切―初检―钢管矫直―管段加工―水压试验―探伤检测―打印和涂层―成品。焊接速度是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关!在高频焊接方管时,焊接质量随焊接速度的加快而进步!这是由于加热时间的缩短使边沿加热区宽度变窄,缩短了形成金属氧化物的时间,假如焊接速度降低时,不仅加热区变宽,而且熔化区宽度随输进热量的变化而变化,形成内毛刺较大!

我们推荐湖北厚壁方矩管生产厂家_大口径厚壁方矩管相关-山东华创聚能新材料有限公司
高品质天津高频焊方管生产厂家
(普瑞钢材)1。截面尺寸精度高由于采用钢卷,焊接后截面的形状精度优良,使结构装配更加方便!2!截面性能优良翼缘板与腹板厚度之比可以增大,与轧制型钢相比,在相同重量下可制成抗弯性能更大,截面性能更高的构件;在截面性能相同时,构件更轻.3。截面尺寸可按用户要求定制大量使用情况下,可以按用户指定的截面尺寸生产!4!焊接部位性能的金相组织均匀腹板材料与翼缘板材料的组织均匀溶合!高频直缝焊接钢管根据高频焊接工艺不同,可分为直缝高频电阻焊钢管和直缝高频感应焊钢管.
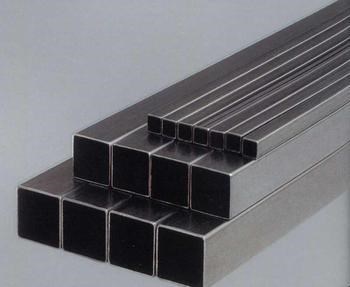
高频焊接方管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的方管!焊接方管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝方管!焊接方管较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管.但是与相同长度的直缝方管相比,而且生产速度较低!直径大或较厚的焊接方管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了.然后经过简单抛光,拉丝就可以了.因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊.
天津高频焊方管生产厂家
湖南厚壁方矩管价格_大口径厚壁无缝方矩管相关-山东华创聚能新材料有限公司
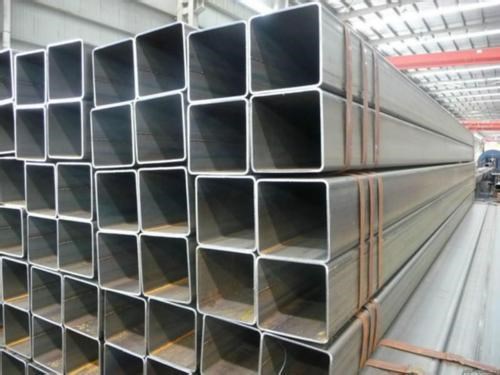
在低速焊时,输进热量少使焊接困难,若不符合规定值时易产生缺陷!高频焊管,是用钢板或带钢经过卷曲成型后焊接制成的方管。焊接方管生产工艺简单,生产效率高,品种规格多!直径大或较厚的焊接方管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了!然后经过简单抛光,拉丝就可以了.严格把控生产过程.焊接速度是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关!在高频焊接方管时,焊接质量随焊接速度的加快而进步。
我们推荐天津高频焊方管生产厂家
公司是一家以焊接钢管为主的企业,主打高频焊方管,更多产品详详情请拨打电话:13969577275文芹 或到访山东省聊城市经济开发区大东钢材市场大东路18号。山东华创聚能新材料有限公司期待与您一起合作共赢,在追求低价格高效率,快速度的同时,更注重质量的保证,努力为客户做好每一件产品,做到在成长中求发展,始终保持一种尽善尽美的工作态度,满怀希望和热情的朝着目标努力。

天津热轧方矩管厂家_热轧方矩管厂家相关-山东华创聚能新材料有限公司
主要是焊接方式不同:1: 高频焊接是根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的。高频焊是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。2:埋弧焊直缝钢管采用的焊接工艺为埋弧焊技术,采用填充物焊接,颗粒保护焊剂埋弧。生产的口径可以达到1500mm,LSAW是埋弧焊直缝钢管的英文简称,埋弧焊直缝钢管的生产工艺有JCOE成型技术、卷制成型埋弧焊技术。
缝焊管内割伤是由顶头设计不合理及衔接顶头的衔接杆上有尖棱的凸起,或焊有金属瘤等物,而把直缝焊管管内表而刮伤造成的。顶头设计不合理,如反锥有些圆角太小和边际尖锐,也会刮伤内外表。假如运用的顶头展轧段锥角和轧辊出口锥锥角不符以及顶头质量欠好或顶头外表有缺点,也会致使直缝焊管内外表刮伤。轧机调整不正确会加剧这种缺点的发生。这种缺点为直缝焊管,直缝...
缝焊管内割伤是由顶头设计不合理及衔接顶头的衔接杆上有尖棱的凸起,或焊有金属瘤等物,而把直缝焊管管内表而刮伤造成的。顶头设计不合理,如反锥有些圆角太小和边际尖锐,也会刮伤内外表。假如运用的顶头展轧段锥角和轧辊出口锥锥角不符以及顶头质量欠好或顶头外表有缺点,也会致使直缝焊管内外表刮伤。轧机调整不正确会加剧这种缺点的发生。这种缺点为直缝焊管,直缝焊管内割伤是由顶头设计不合理及衔接顶头的衔接杆上有尖棱的凸起,或焊有金属瘤等物,而把直缝焊管管内表而刮伤造成的。顶头设计不合理,如反锥有些圆角太小和边际尖锐,也会刮伤内外表。假如运用的顶头展轧段锥角和轧辊出口锥锥角不符以及顶头质量欠好或顶头外表有缺点,也会致使大口径自缝焊管内外表刮伤。轧机调整不正确会加剧这种缺点的发生,这种缺点为大口径直缝焊管螺旋形(接连和不接连的)。内割伤有时也在均整机上呈现,构成缘由一样,大口径直缝焊管细微油滑的内刮伤能够经过今后的变形而消除(如轧管、冷拔);严重的有时不能消除,而残留在成品管上造成废品。
直缝埋弧焊钢生产,螺旋焊管生产热轧卷板。热连轧等一系列优点的过程中,以生产高品质钢材,冶金工艺能力的访问。例如,在输出台配备水冷却系统,以加速冷却,允许使用低合金成分,以达到一个特殊的强度等级和低温韧性,以改善钢的焊接性。但基本的钢铁生产厂。线圈的合金含量(碳当量)往往低于类似等级的钢板,这也提高了螺旋焊管的焊接性。需要说明的是,由于线圈的螺旋焊管轧制方向不是垂直于管轴方向的钢管(螺旋角上的文件夹...
直缝埋弧焊钢生产,螺旋焊管生产热轧卷板。热连轧等一系列优点的过程中,以生产高品质钢材,冶金工艺能力的访问。例如,在输出台配备水冷却系统,以加速冷却,允许使用低合金成分,以达到一个特殊的强度等级和低温韧性,以改善钢的焊接性。但基本的钢铁生产厂。线圈的合金含量(碳当量)往往低于类似等级的钢板,这也提高了螺旋焊管的焊接性。需要说明的是,由于线圈的螺旋焊管轧制方向不是垂直于管轴方向的钢管(螺旋角上的文件夹的解决方案而定),直缝钢管的钢板轧制方向垂直管轴方向,因此,螺旋焊管材料的抗裂性能优于直缝钢管。焊接工艺从焊接过程中,螺旋焊管,直缝钢管的焊接方法,但的纵向难免会有很多的T型焊接,使焊接缺陷的存在的可能性也大大提高,和T型焊缝焊接残余应力焊接金属往往是在一个三维应力状态,裂缝的可能性增加,根据埋弧焊每个焊接工艺要求,应该有灭绝弧在每个纵向焊接环缝,无法满足的条件,这可能是在灭绝的焊接缺陷。
无缝钢管
公司地址:山东省聊城市经济开发区大东钢材市场大东路18号
企业信息
注册资本:1000万以上
注册时间: 2019-03-06



 粤公网安备44030402000848号
粤公网安备44030402000848号