

 山东汇通达塑业有限公司
山东汇通达塑业有限公司
其他塑料管
公司地址:山东省德州禹城市东四环路
企业信息
注册资本:1000万以上
注册时间: 2004-09-28
- PVC等径直通 直节 接头管接 上水管件优质给水管件_PVC直通直节
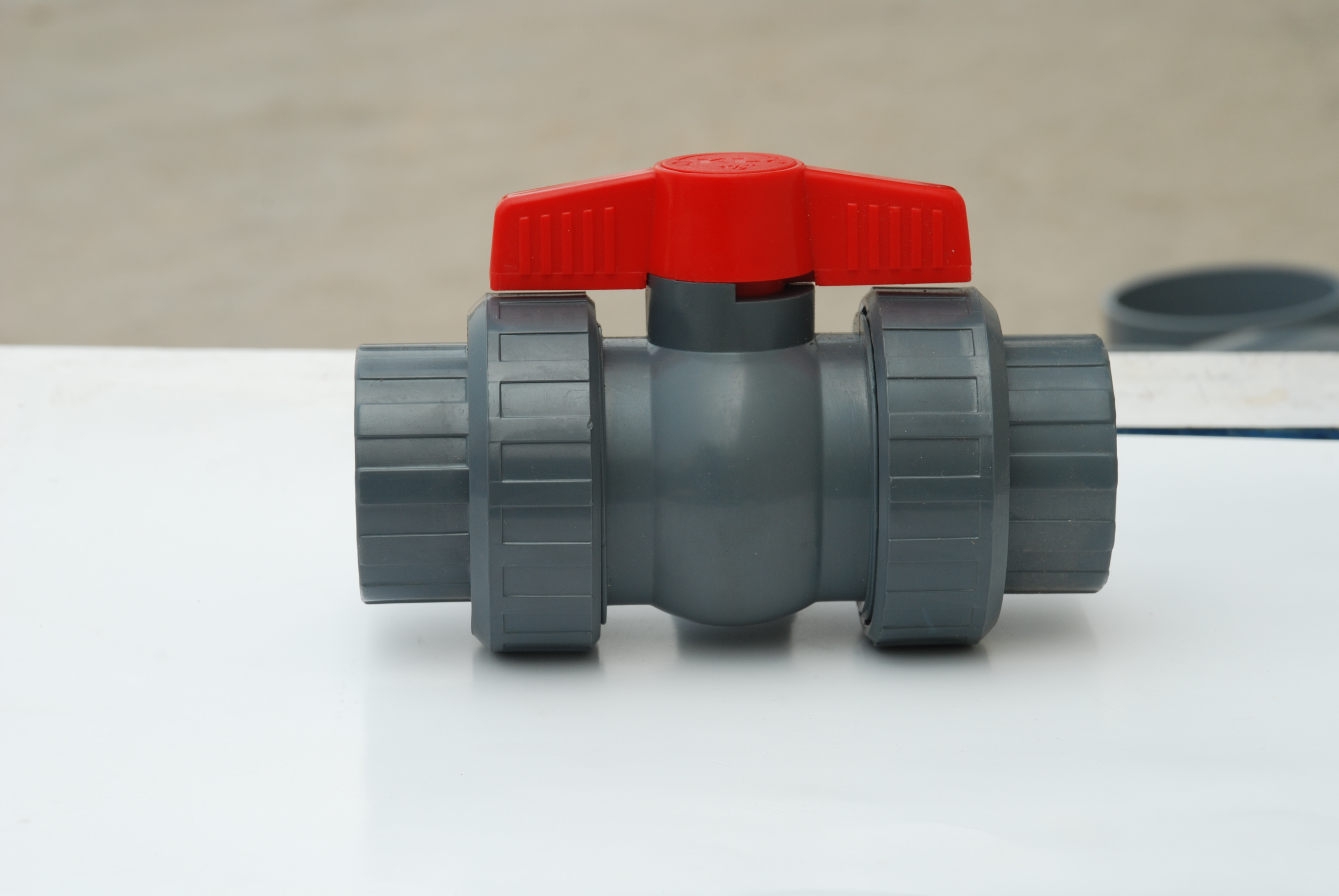
- HDPE双活接球阀 PE 热熔球阀 PE管件球阀 型号齐全_HDPE球阀
- ABS活节球阀 一体球阀 ABS球阀 ABS给水管件_ABS球阀
- PVC内丝三通 内丝弯头_PVC内丝三通内丝弯头
- ABS三通 ABS异径三通 加厚 耐酸碱抗老化_ABS三通
- ABS水嘴 上水管件ABS水龙头 抗老化水嘴厂家_ABS水嘴
- PVC给水胶 粘合胶胶水_PVC给水胶
- PVC内丝 内牙直 内牙直接 给水管配件生产厂家_PVC内丝内牙直
- ABS管夹 管材固定件 U型卡 ABS给水管件_ABS管夹
- PE三通 异径三通 承插式对接式 型号齐全_PE三通







哪里有PE法兰厂家电话_提供PE-山东汇通达塑业有限公司
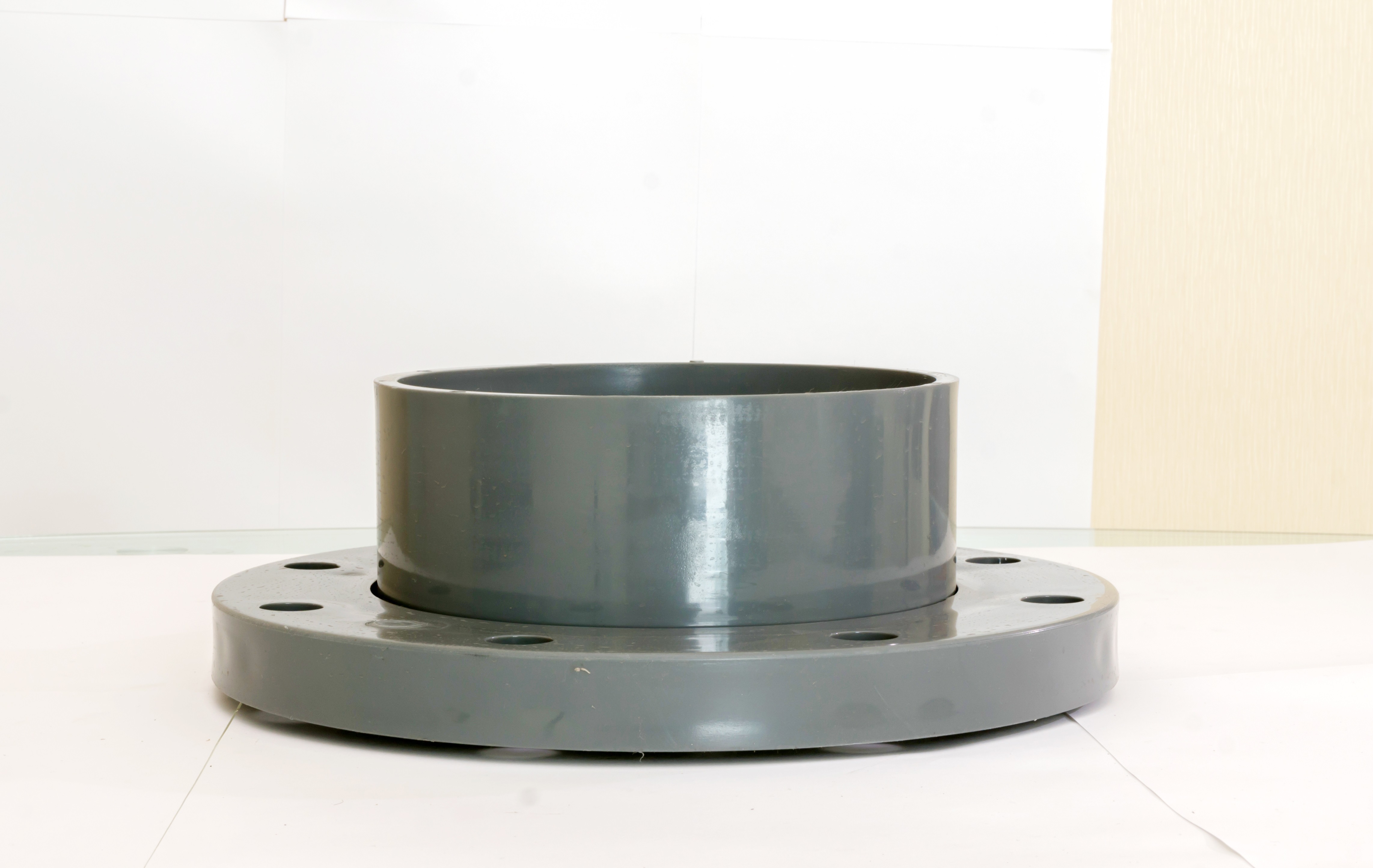
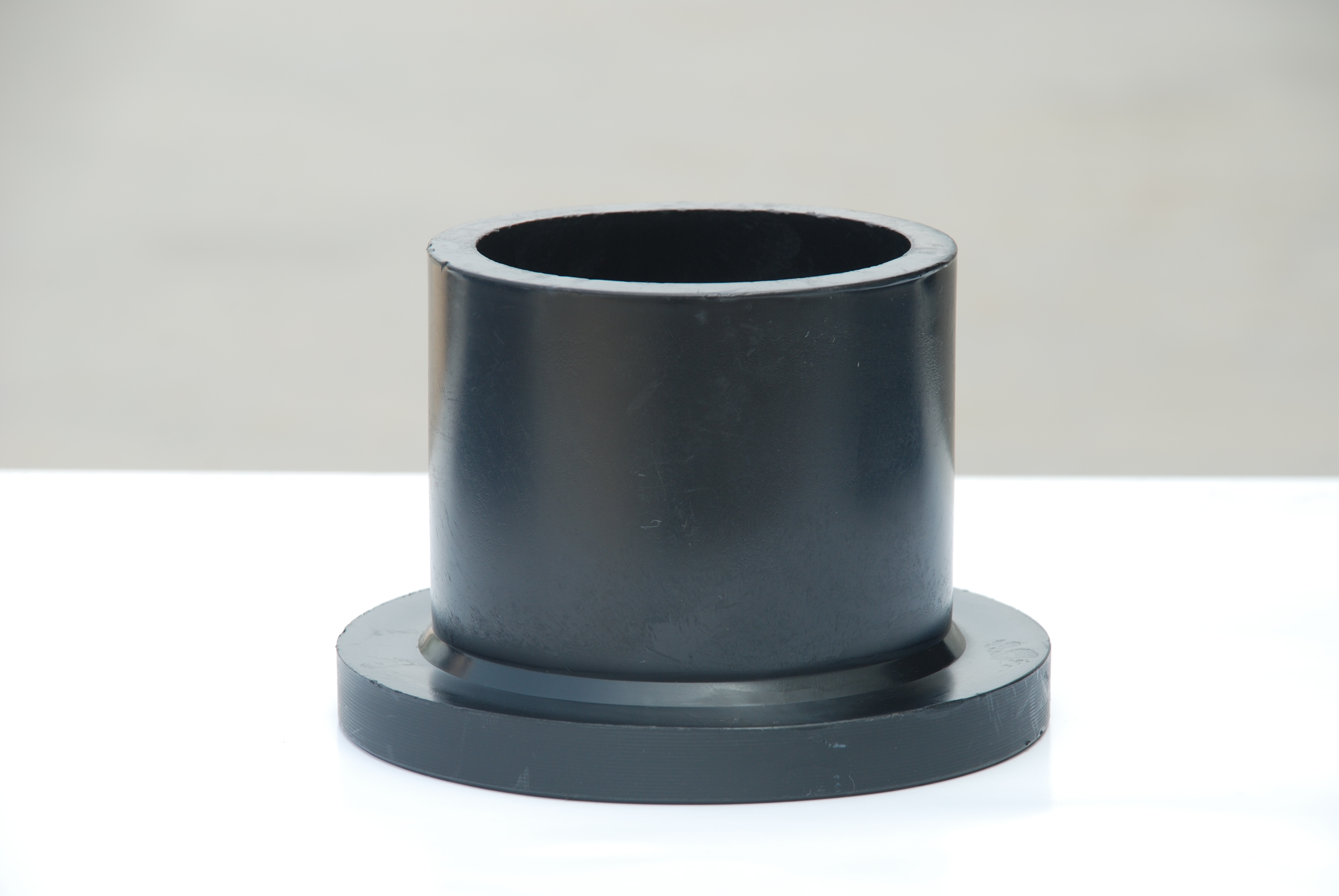
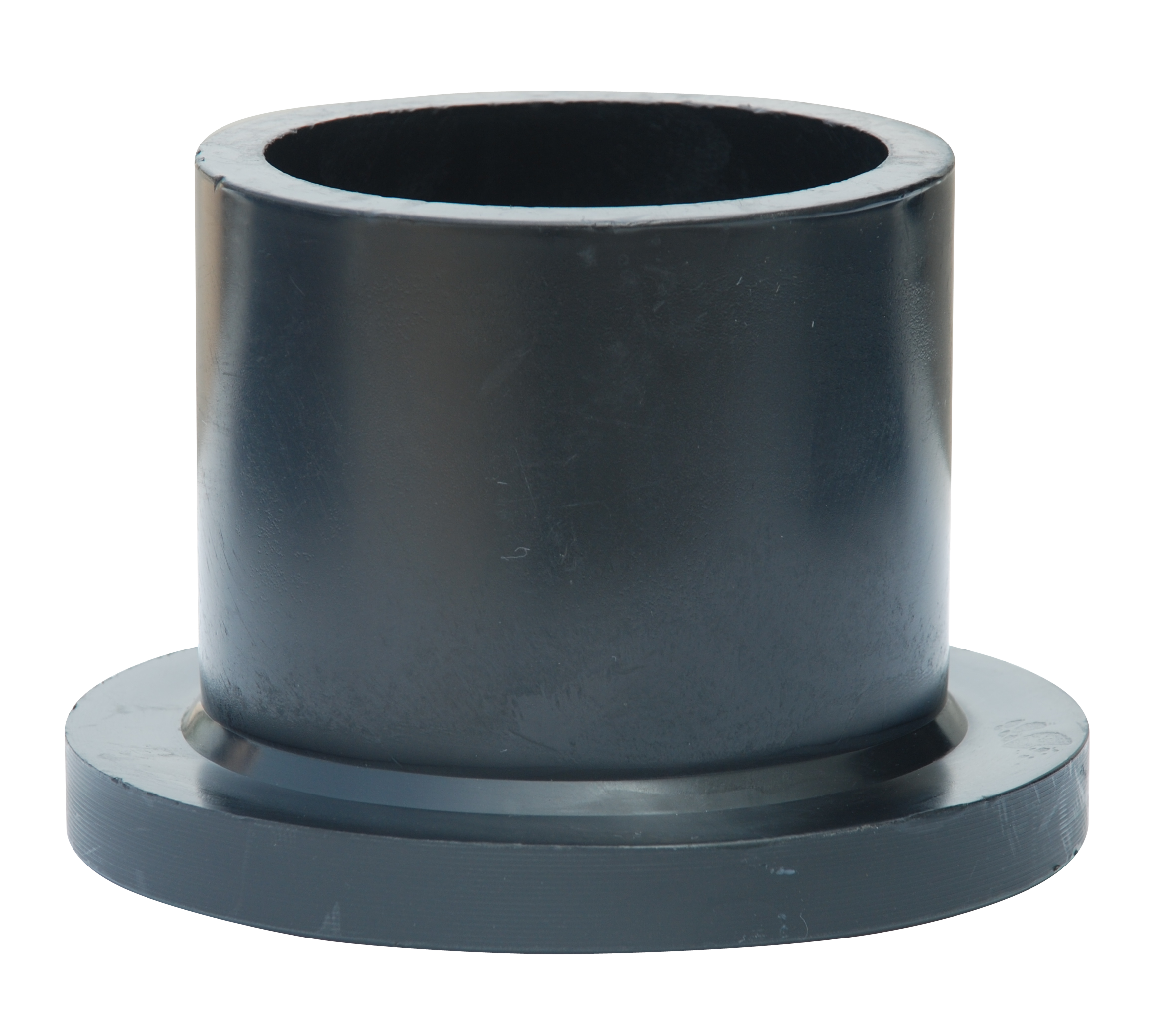
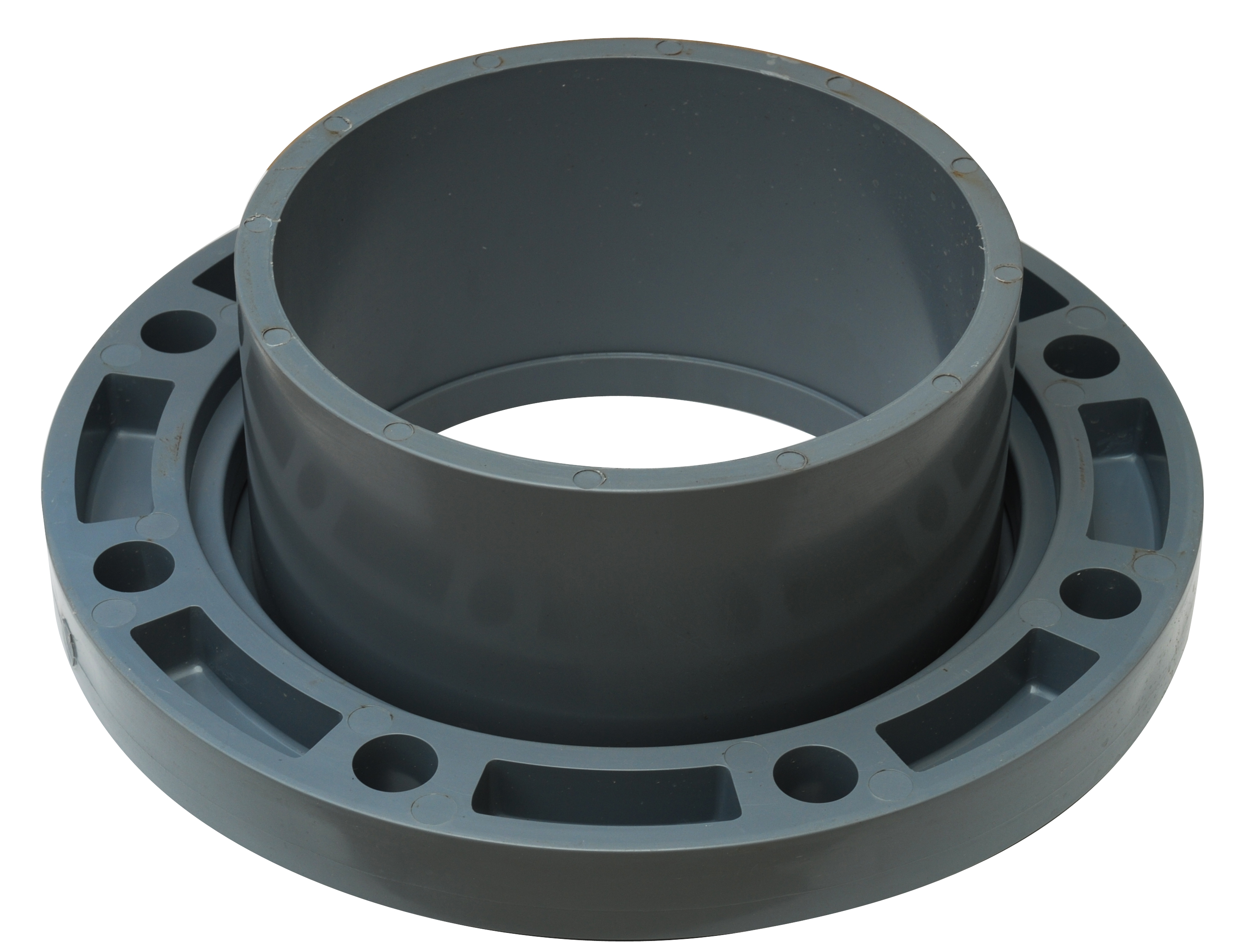
- 产品名:PE法兰 活套法兰 一体法兰 法兰接头 法兰盘法兰片
- 产品价格:2.76
- 尺寸:
- 产地:
- 公司:
7。熔融对接:是焊接的关键,熔融对接过程应始终处于熔融压力之下!8。冷却:由于塑料材料导热性差,冷却速度相应缓慢.焊缝材料的收缩、结构的形成过程在长时间内以缓慢的速度进行。因此,焊缝的冷却必须在一定的压力下进行.1、PE管较金属管硬度低、刚性差,在搬运、施工中应加以保护,避免不适当外力造成机械损伤!在暗敷后要标出管道位置,以免二次装修破坏管道!2、除了与金属管或用水器连接使用带螺纹嵌件或法兰等机械连接方式外,其余均应采用热熔连接,使管道一体化,无渗漏!

口碑好的PE直通商家_正宗PE-山东汇通达塑业有限公司

山东专业PE直通工程_PE直通出售相关-山东汇通达塑业有限公司
5MPa。PE热熔机特点:热熔对接的连接界面是平面,其方法是将两相同的连接界面用热板加热到粘流态后,移开热板,再给连接界面施加一定压力,并在此压力状态下冷却固化,形成牢固的连接!在加热对前,需要将待焊管道的两端口进行铣削,这样-一是为使焊接面更加平整、二是为去掉端口表面的塑料氧化层使得同分子熔融更好。整个焊接工艺的主要过程为调整、加热、切换、合缝加压和冷却。对接时界面上处于粘流态的材料有流动也有扩散,流动太大不利于扩散和缠结,所以要把流动限制在--定范围,在有限的流动中实现“熔后焊接”.
2!夹紧管材:用干净的布清除两管端部的污物!将管材置于机架卡瓦内,根据所焊制的管件更换基本夹具,选择合适的卡瓦,使对接两端伸出的长度大致相等且在满足铣削和加热要求的情况下应尽可能缩短!管材在机架以外的部分用支撑架托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好!3!切削:置入铣刀,然后缓慢合拢两管材焊接端,并加以适当的压力,直到两端面均有连续的切屑出现,撤掉压力,略等片刻,再退出活动架!切屑厚度应为0。
山东汇通达塑业有限公司汇通达塑业,我们巍峨耸立于山东省德州禹城市东四环路,我们在这里等待您的到来。 也可以通过电话联系: 联系方式:13365348788 联系人:冰露 致电我们,有意向不到的惊喜!
哪里有PE法兰厂家电话

质量好PE法兰哪家好_PE-山东汇通达塑业有限公司
(三)、两法兰盘上螺孔应对中,法兰面相互平行,螺栓孔与螺栓直径应配套,螺栓规格应一致,螺母应在同一侧;紧固法兰盘上的螺栓应按对称顺序分次均匀紧固,不应力度强组装;螺栓拧紧后宜伸出螺母1~3丝扣!(四)、法兰密封面、密封件不得有影响密封性能的划痕、凹坑等缺陷,材质应符合输送城镇燃气的要求!(五)、法兰盘、紧固件应经过防腐处理,并符合设计压力要求。钢塑转换接头连接(一)、钢塑转换接头的聚乙烯管端与聚乙烯管道或钢骨架聚乙烯复合管道的连接应符合本规程相应的热熔连接或电熔连接的规定.
5~1!0mm,确保切削所焊管段端面的杂质和氧化层,保证两对接端平整、光洁!4!对中:两对焊管段的错边应越小越好,如果错边大,会导致应力集中,错边不应超过壁厚的10%.5.加热:加热板温度达到设定值后,放入机架,施加压力,直到两边小卷边达到规定宽度时压力减小到规定值,进行吸热。保证有足够熔融料,以备熔融对接时分子相互扩散。6!切换:从加热结束到熔融对接开始这段时间为切换周期,为保证熔融对接质量,切换周期越短越好!

PE直通推荐_智能PE-山东汇通达塑业有限公司

PVC给水胶购买_正宗PVC-山东汇通达塑业有限公司
其他塑料管
公司地址:山东省德州禹城市东四环路
企业信息
注册资本:1000万以上
注册时间: 2004-09-28





 粤公网安备44030402000848号
粤公网安备44030402000848号