

 山东汇通达塑业有限公司
山东汇通达塑业有限公司
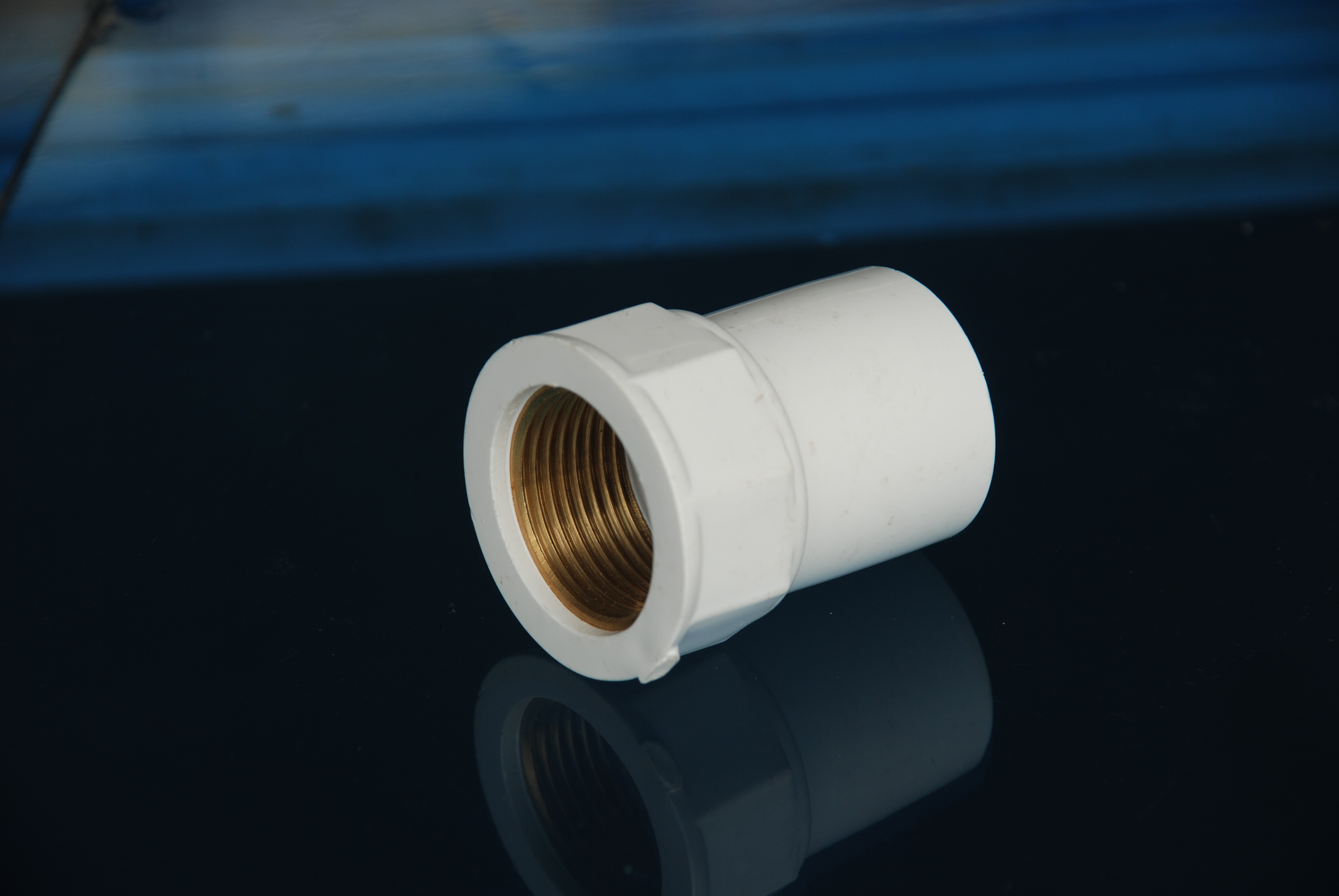
其他塑料管
公司地址:山东省德州禹城市东四环路
企业信息
注册资本:1000万以上
注册时间: 2004-09-28
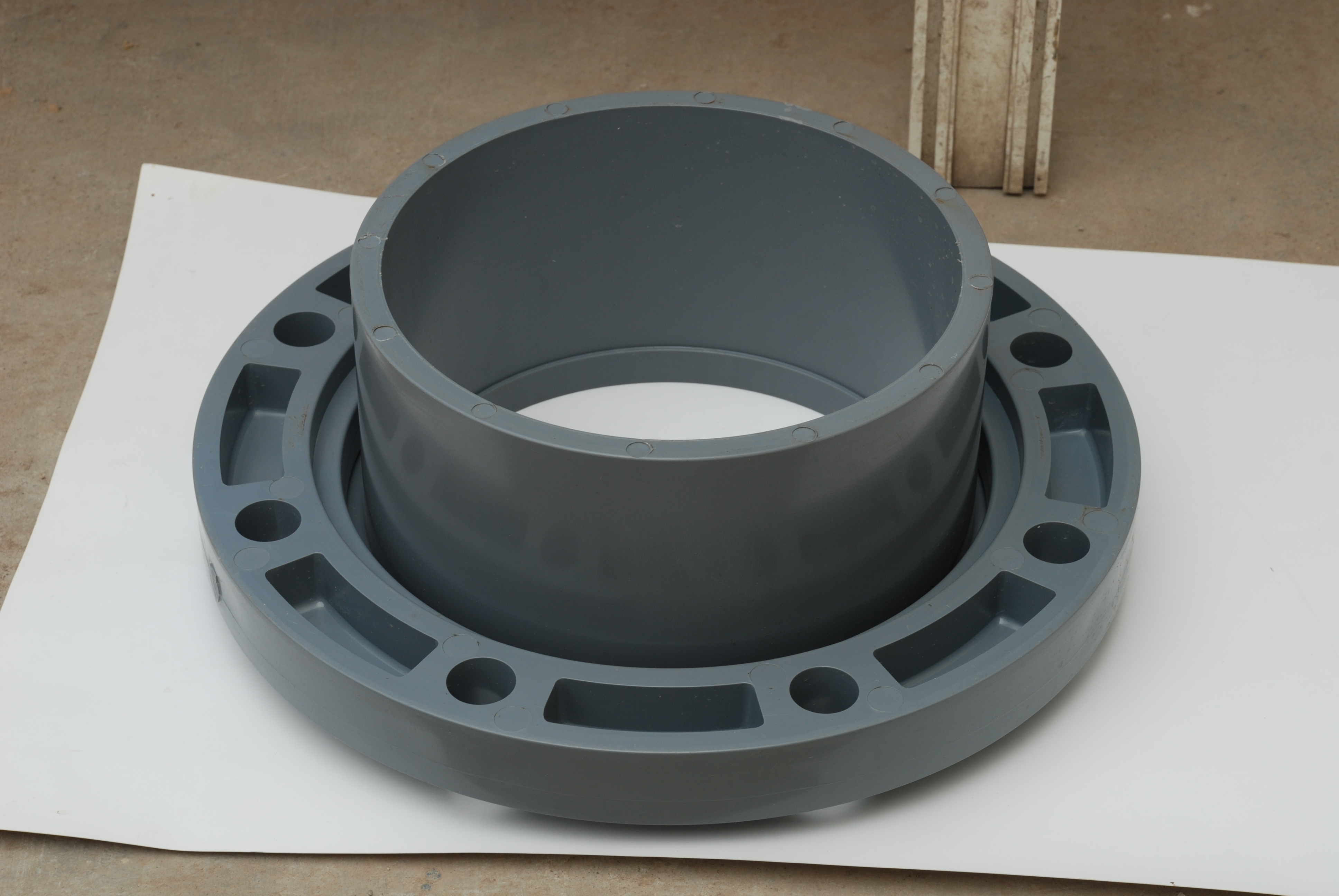








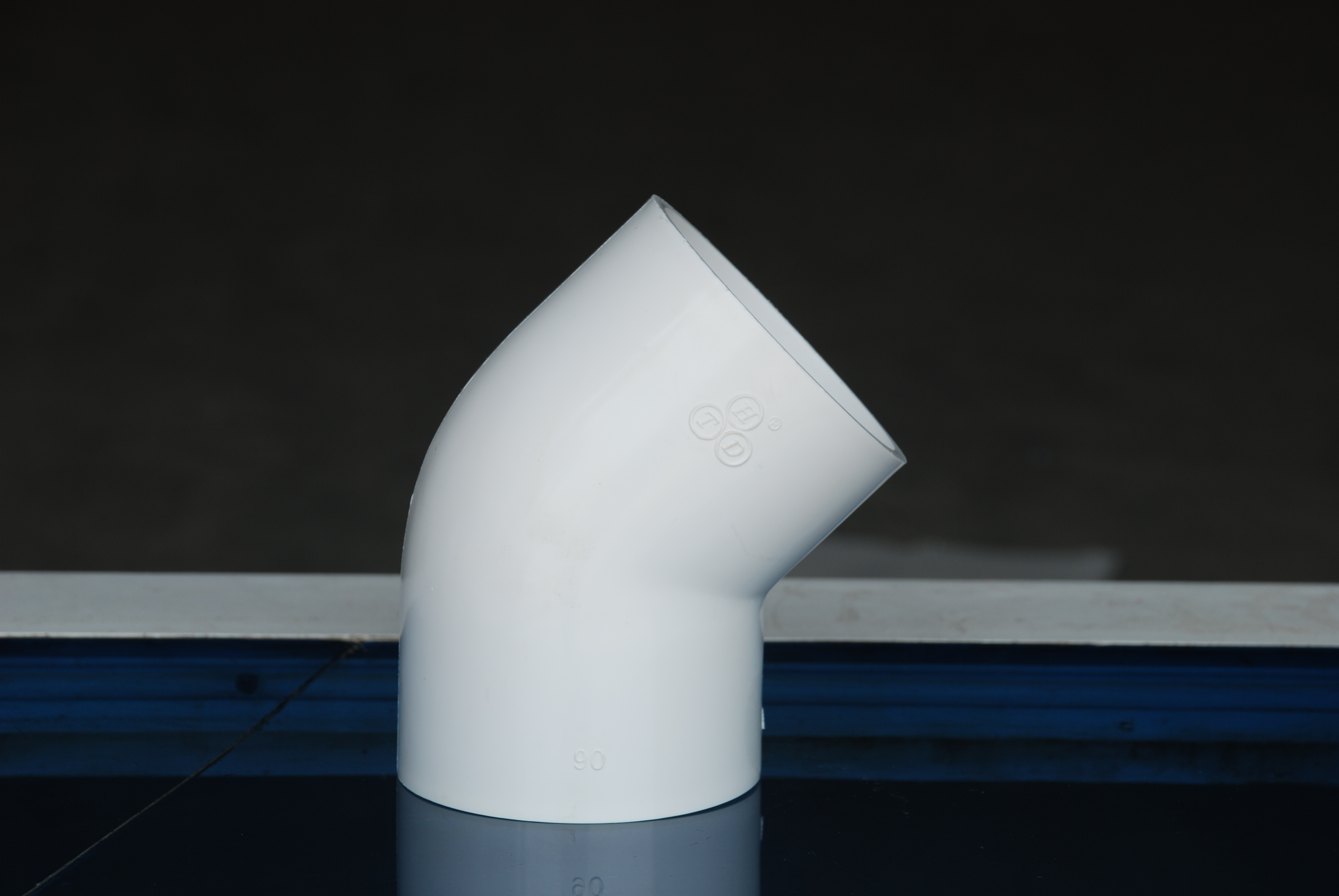


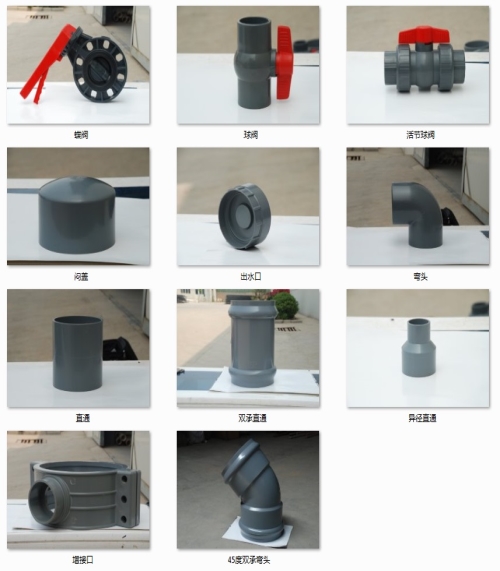
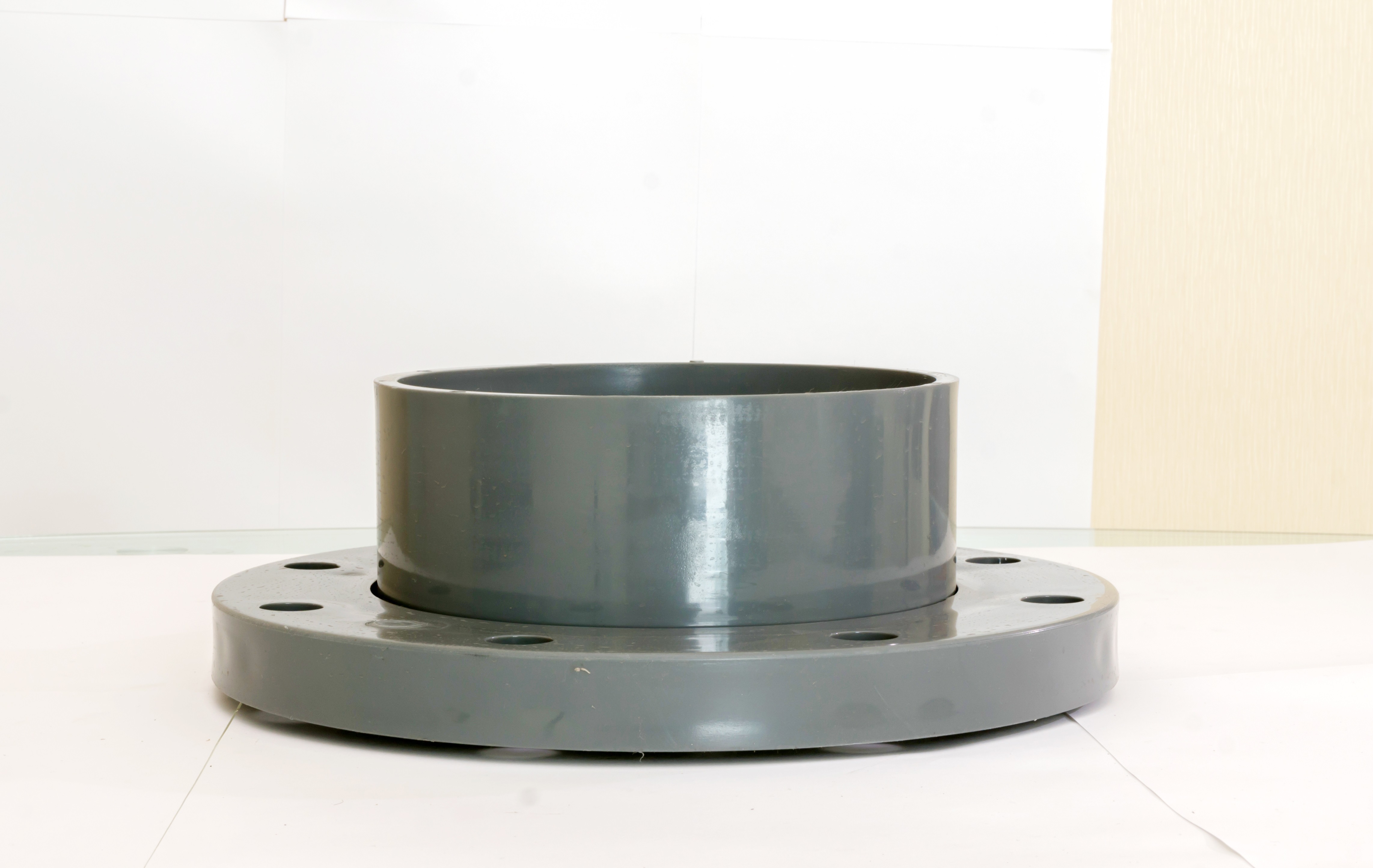
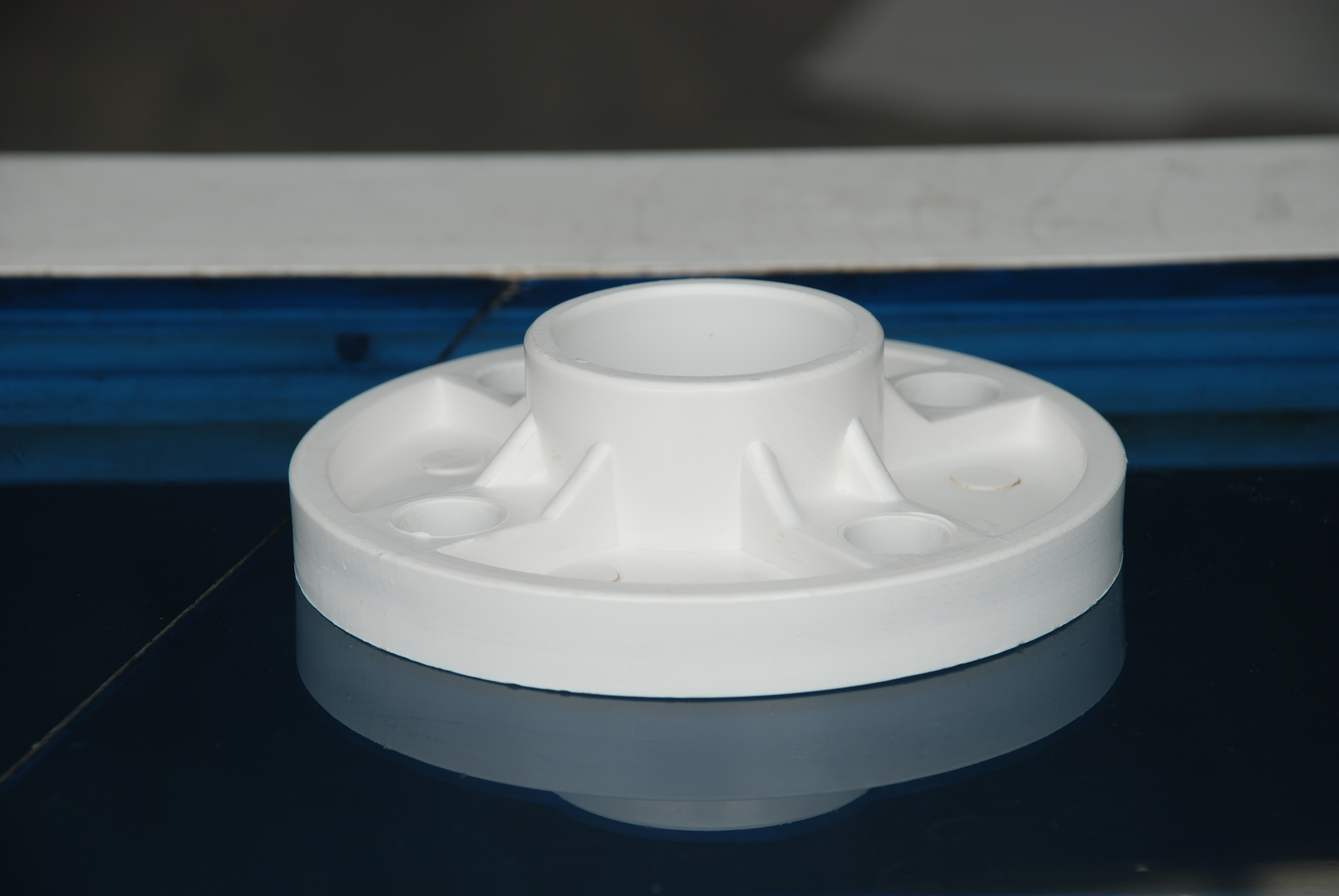
知名PVC45度弯头双承弯头给水管件采购_智能PVC管价格-山东汇通达塑业有限公司
- 产品名:PVC45度弯头 双承弯头 小直管给水管 上水管管件
- 产品价格:0.42
- 尺寸:齐全
- 产地:山东禹城
- 公司:山东汇通达塑业有限公司
冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压.冷挤压弯头的成形过程是使用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程.采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造!这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻.
热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定!冲压成形冲压成形弯头是早应用于批量生产无缝弯头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。
在管道系统所使用的全部管件中,所占比例大,约为80%。通常,对不同材料或壁厚的弯头选择不同的成形工艺.制造厂常用的无缝弯头成形工艺有热推、冲压、挤压等.热推成形热推弯头成形工艺是采用专用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头!
用有限元方法对内压作用下局部减薄弯头的极限载荷进行了系统地分析和计算,得出局部减薄弯头的极限压力与局部减薄的直管不同,弯头的极限压力不仅取决于局部减薄大小,还与局部减薄位置和弯曲半径有关,如采用局部减薄直管的计算方法评定弯头,则会得出不安全或过于保守的结果;同时减薄宽度对极限载荷的影响也不可忽略.在有限元分析的基础上给出了局部减薄弯头极限压力的计算公式,公式计算结果与有限元计算和实验结果都相当吻合并偏安全,计算公式可以实际应用于局部减薄弯头的安全评定,补充了该项研究的空白!
知名PVC45度弯头双承弯头给水管件采购
产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形.在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形!与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右!但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造!
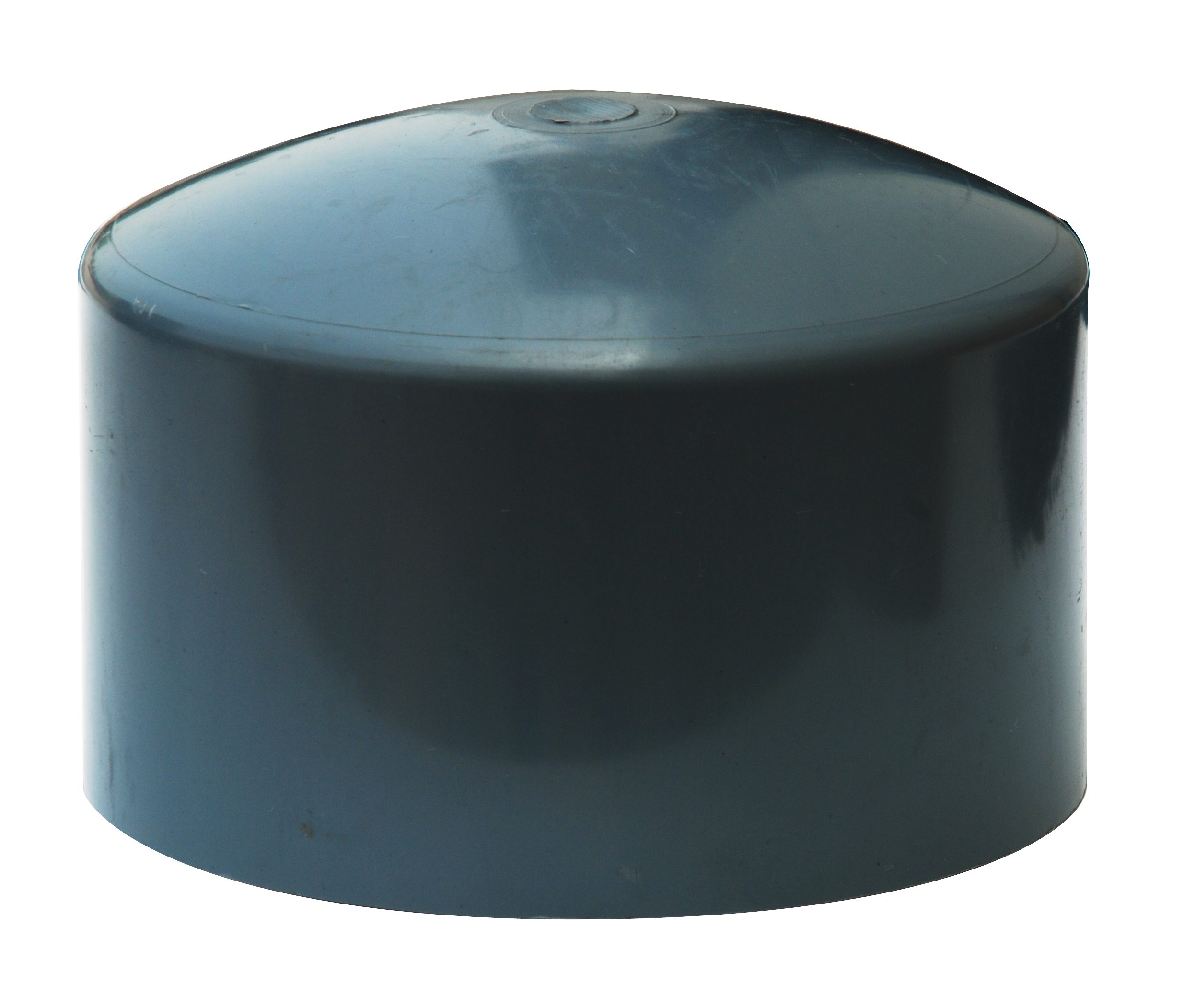
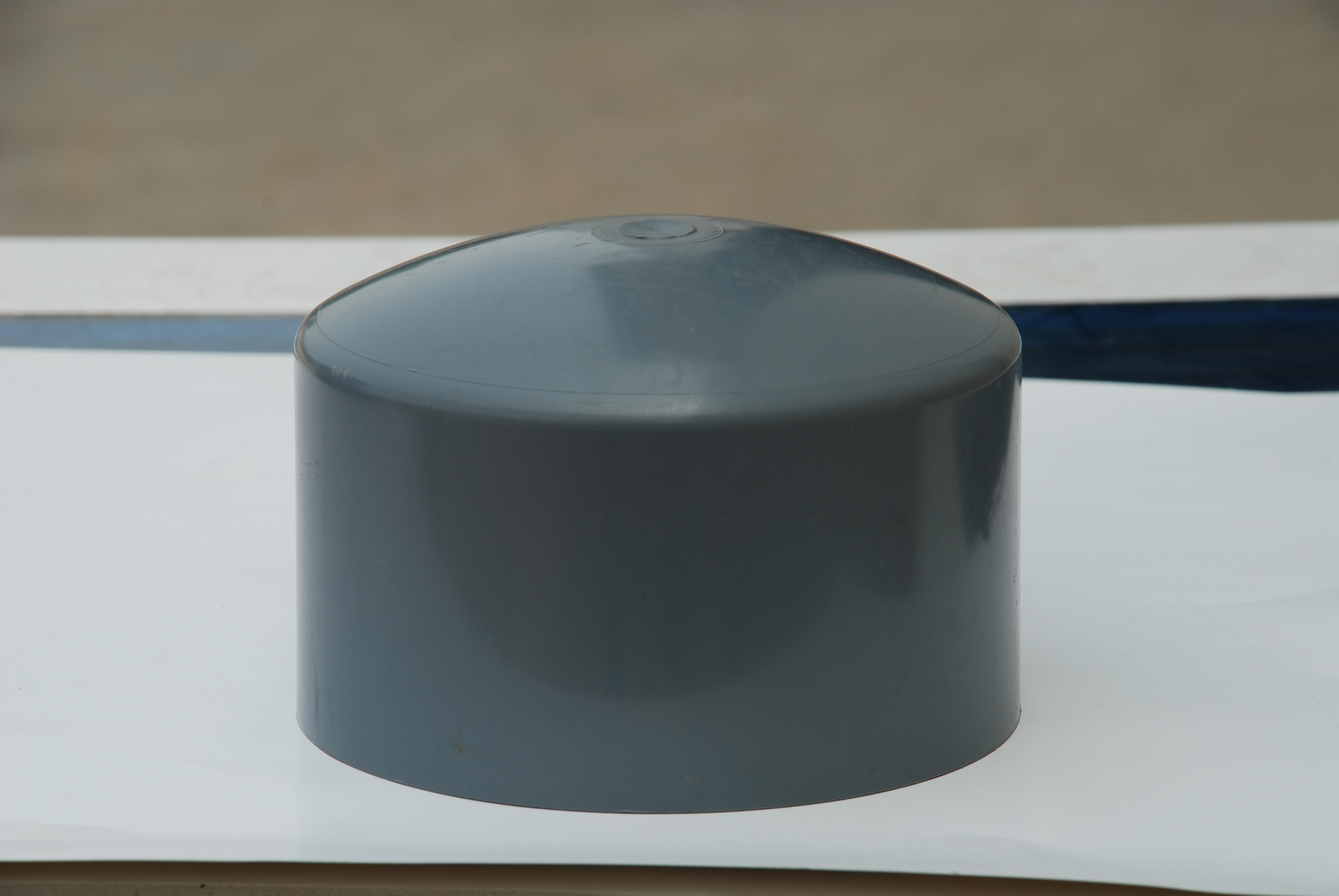
山东PVC闷盖封头管堵堵帽采购_质量好PVC管-山东汇通达塑业有限公司
其他塑料管
公司地址:山东省德州禹城市东四环路
企业信息
注册资本:1000万以上
注册时间: 2004-09-28



 粤公网安备44030402000848号
粤公网安备44030402000848号