

 焦作欣扬程煤矿设备有限公司
焦作欣扬程煤矿设备有限公司
行业专用设备加工
公司地址:博爱县产业集聚区(兴园路南段)
企业信息
注册资本:1000万以上
注册时间: 2012-01-16






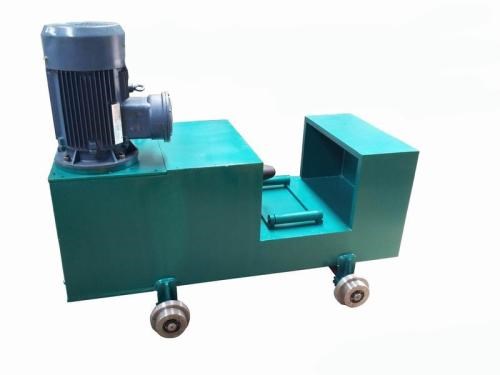
龙门缸柱外圆抛光机厂家_抛光机多少钱相关-焦作欣扬程煤矿设备有限公司
- 产品名:缸柱外圆抛光机
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
6μm.(2)操作规程1)操作者必须熟悉本设备的结构、性能、操作系统、传动系统、防护装置、润滑部位、电气等基本知识、使用方法;2)上机操作前按规定戴好劳动防护用品,女工必须将头发压入工作帽内,切削时戴好防护眼镜及口罩;3)开车前检查各操纵及按钮位置、各传动部位和防护罩、限位装置应牢固可靠、千叶轮及橡胶轮是否牢固可靠、电气保护接零是否可靠等,按规定部位和油量进行班前润滑加油;4)检查和加油后,操作者开车低速空转3~5min,检查机床运行有无异常声响,各部位润滑情况,润滑油位情况,操纵手柄及按钮是否灵敏,安装在导轨上的限位装置,运动是否正常可靠;5)加工操作时精神要集中,严禁和他人谈话,严禁自动走刀离岗,严禁在防护罩上摆放任何物品,严禁拆除防护罩打磨工件.
织金单体柱拆柱机厂家电话_单体柱拆柱机厂家价格相关-焦作欣扬程煤矿设备有限公司
高品质龙门缸柱外圆抛光机厂家
焦作欣扬程煤矿设备有限公司坐落于博爱县产业集聚区(兴园路南段),是河南焦作博爱县知名企业,公司业务联系人文华:15893039168, 期待您的来电咨询更多关于缸柱外圆抛光机相关信息!
0kW.(2)导向轮电机、减速器和变频器的选用导向轮旋转速度较低(0~45r/min),且只一方向旋转,为方便联接采用WXJ8040:1蜗轮减速器,电机选用Y802-40.75kW!考虑工件原始表面质量不一致性较大,故需要控制轴向进给速度!导向轮转速决定工件的轴向移动速度!利用变频器控制导向轮转速(0~45r/min),采用SumitomoAF-3000,1!5kW变频器。(3)直线导轨、滑块的选用考虑抛光加工的稳定性,导轨采用34GCr15的滚动导轨,滑块上配装滚动轴承!
龙门缸柱外圆抛光机厂家
实践证明:工件中心越高,越易获得较高圆度,磨圆过程也越快,但是工件中心高出的距离也不能太大,否则导向轮对工件的向上垂直分力有可能引起工件跳动,从而影响加工表面质量。(2)选用刚玉橡胶轮做导向轮。一般砂轮由磨料和粘接剂组成,磨料一般有碳化硅、刚玉、金刚石、立方氮化硼等!粘接剂有树脂、陶瓷、黄铜等!采用较硬的刚玉橡胶轮做导向的好处在于耐磨性,增大摩擦力,避免丢转情况发生。(3)工件装卡简便容易工件装卡时,只需将轴两端部轴托放入滑块轴承孔中即可,无需调整找正!
抛光机行业厂商焦作欣扬程煤矿设备有限公司,是一家专注于手机壳服务的企业,在业内享有盛名,获得一致好评,如果您对 缸柱外圆抛光机感兴趣,那么本页面可以很好的带您了解缸柱外圆抛光机,或者想了解缸柱外圆抛光机相关更多信息,请移步我们的官网或者与我们 取得联系,我们将竭诚为您服务。
正宗龙门缸柱外圆抛光机厂家

盐城四柱压力机生产厂家_四柱压力机价格-焦作欣扬程煤矿设备有限公司
不准随意拆除限位装置,不准在导轨及工作台上放置多余物品,不准私装多余装置,离开机床时必须停车,时间长时应关闭电源;6)装卡千叶轮以及橡胶轮应牢固可靠,并随时注意有无松动;7)装卡千叶轮后,应拧紧防护罩上的螺栓;8)工作中操作者的头部不允许过于靠近防护罩观察加工情况,安全距离大于200mm;9)应根据工件和千叶轮的外形尺寸,选择适当的进给速度及进给量,严禁快速进给。开始加工工件时,以每次导向轮、工件、千叶轮三者刚接触时的位置为零位,继续摇动手柄,保证径向进给量约为1mm,抛光机操作规程严禁进给量过大,确保千叶轮过渡磨损;10)加工不同材质的工件,导向轮选择不同的转速,加工不锈钢件时,应选择“36”字样的速度;加工渗锌件时,应选择“43”字样的速度;粗抛可调高速度,精抛应相应降低速度;11)工作时,操作者必须站在千叶轮抛光方向侧面,防止千叶轮脱落伤人;工作时,工件在导向轮的作用下停止向前移动,严禁直接用手推动工件;观测工件时,必须先停车,再观测工件;需重复抛光工件时,必须先退刀,使工件脱离千叶轮而又不接触橡胶轮,轻推工件与限位装置一起至开始位置;清理抛光脏物时,一定要用专用工具,加工时抛光脏物堆积过多,应及时停车清理,严禁在机床工作中清理抛光脏物;特点和优点编辑(1)自动进给,有心外圆抛光当抛光轮以转速n1旋转时,工件就有与抛光轮相同的线速度回转的趋势,由于同时受到导向轮摩擦力对工件的制约作用,结果使工件以接近于导向轮线速度(导向轮线速度远低于抛光轮)回转,从而在抛光轮和工件之间形成很大的速度差,由此产生磨削作用.

莱芜液压清车机生产厂家_液压清车机厂家相关-焦作欣扬程煤矿设备有限公司
(4)抛光轮的选用采用先粗抛,后精抛的工艺,粗抛时采用Ф250mm、粒度60~300目的综刚玉千叶轮;精抛时用Ф250mm的600目尼龙轮。[1]实践证明:工件中心越高,越易获得较高圆度,磨圆过程也越快,但是工件中心高出的距离也不能太大,否则导向轮对工件的向上垂直分力有可能引起工件跳动,从而影响加工表面质量!操作规程编辑(1)适用范围本规程适用加工直径范围60~100mm,长度小于1800mm,圆柱形碳钢、不锈钢待抛光件,加工后表面光洁度可达到Ra1!
行业专用设备加工
公司地址:博爱县产业集聚区(兴园路南段)
企业信息
注册资本:1000万以上
注册时间: 2012-01-16




 粤公网安备44030402000848号
粤公网安备44030402000848号