

 新乡鸣瑞机床制造有限公司
新乡鸣瑞机床制造有限公司
数控机床
公司地址:新乡市南环与李村工业路向南2000米向西300米路南
企业信息
注册资本:50---100万
注册时间: 2017-12-04






双头中心孔磨床供应厂家_中心孔磨床采购_新乡鸣瑞机床制造有限公司
- 产品名:中心孔磨床
- 产品价格:面议
- 尺寸:/
- 产地:河南新乡
- 公司:新乡市鸣瑞机床制造有限公司
砂轮磨削时无纵向进给运动。粗磨时可用较高的切入速度;精磨时切入速度则较低,以防止工件烧伤和发热变形。切入磨削法(简称切入法)的特点:1)整个砂轮宽度上磨粒的工作情况相同,充分发挥所有磨粒的磨削作用同时,由于采用连续的横向进给,缩短磨削的基本时间,故有很高的生产效率.2)径向磨削力较大,工件容易产生弯曲变形,一般不适宜磨削较细的工件!3)磨削时产生较大的磨削热,工件容易烧伤和发热变形。4)砂轮表面的形态(修整痕迹)会复制到工件表面,影响工件表面粗糙度。
主轴轴承采用P4级主轴轴承,油雾润滑,旋转精度高.床身导轨采用高精度导轨磨床磨削加工,保证床头箱左右移动的同心性.工件放在两套夹紧机构上,根据工作长度不同,左右移动夹紧机构来调节支承位置,实现工件的夹紧,节省找正工件的时间.(此项结构具体根据零件形状设计夹具)采用摆动式预定位结构,实现工件的粗定位;或者采用液压自定心中心架定位!气源经过气动元件处理后,将产生的油雾输送至床头箱内,对主轴及运动部件进行油雾润滑!
如果您想了解中心孔磨床更多信息,请致电 经理:18937361561,或者您直接到我们公司总部一起交流研讨,地址:新乡市南环与李村工业路向南2000米向西300米路南,我们期待您的致电或来访。
数控双端面研磨机制造_湖北双端面研磨机型号_新乡鸣瑞机床制造有限公司
双头中心孔磨床供应厂家

安徽研磨机采购_新乡双端面研磨机设备_新乡鸣瑞机床制造有限公司
纵向磨削法(简称纵向法)的特点:1)在砂轮整个宽度上,磨粒的工作情况不一样,砂轮左端面(或右端面)尖角负担主要的切削作用,工件部分磨削余量均由砂轮尖角处的磨粒切除,而砂轮宽度上绝大部分磨粒担负减少工件表面粗糙度值的作用!纵向磨削法磨削力小,散热条件好,可获得较高的加工精度和较小的表面粗糙度值.2)劳动生产率低!3)磨削力较小,适用于细长、精密或薄壁工件的磨削!切入磨削法切入磨削法又称横向磨削法。被磨削工件外圆长度应小于砂轮宽度,磨削时砂轮作连续或间断横向进给运动,直到磨去全部余量为止!
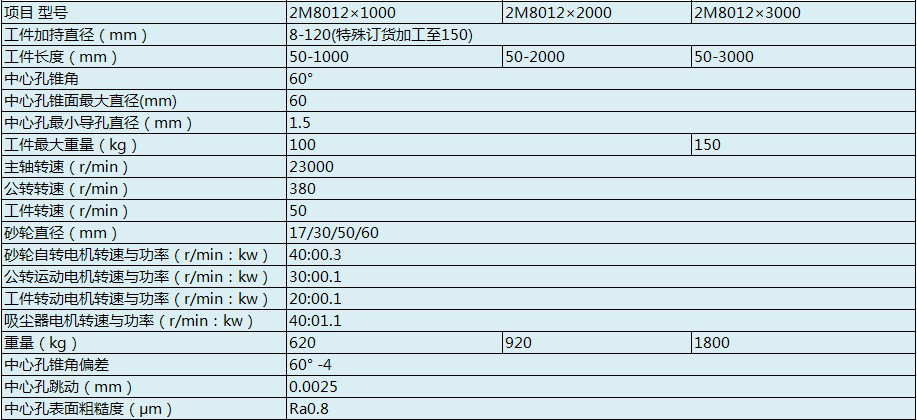
其主要适用于主轴、齿轮轴、轧辊、检棒、芯轴、塞规等精密轴类零件.中心孔磨床的型号:2M8015×1000(2000、3000),本机床主要由床身、主轴箱、工件夹紧机构、传动机构等主要部件组成!关键件:床身导轨、主轴、导轨等均属机床关键件,均要求采用耐磨材料、高精度加工。一次装夹,实现两头中心孔的磨削!床头箱进给:床头箱的进给由装在箱体上的手轮进行操纵,手轮或者伺服电机通过齿条将床头箱驱动,实现床头箱进给和退回运动!
卧式中心孔研磨机多少钱一台_两工位双头中心孔研磨机多少钱_新乡鸣瑞机床制造有限公司
为了消除以上缺陷,可在切入法终了时,作微小的纵向移动.5)切入法因受砂轮宽度的限制,只适用于磨削长度较短的外圆表面.分段磨削法分段磨削法又称综合磨削法!它是切入法与纵向法的综合应用,即先用切入法将工件分段进行粗磨,留0!03~0.04mm余量,再用纵向法精磨至尺寸。这种磨削方法即利用了切入法生产效率高的优点,又有纵向法加工精度高的优点.分段磨削时,相邻两段间应有5~10mm的重叠!这种磨削方法适合于磨削余量和刚性较好的工件,且工件的长度也要适当。
数控机床
公司地址:新乡市南环与李村工业路向南2000米向西300米路南
企业信息
注册资本:50---100万
注册时间: 2017-12-04


 粤公网安备44030402000848号
粤公网安备44030402000848号