

 青岛博林特机械有限公司
青岛博林特机械有限公司
镁合金
公司地址:青岛市城阳区正阳路380号
企业信息
注册资本:50---100万
注册时间: 2020-01-01
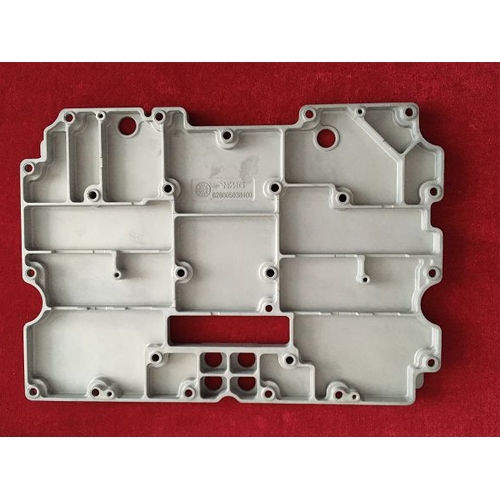
湛江镁合金零件加工厂_泰州汽车镁合金零件_青岛博林特机械有限公司
- 产品名:镁合金零件
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
2~≤0mm的板材;镁合金厚板是指厚度10mm的板材,铝合金厚板的定义为厚度0mm的板材!挤压成形大部分镁材是用挤压工艺生产的,产品有管、棒、形材,挤压都是在一定温度下进行!镁合金挤压工艺和装备与生产铝合金挤压材的相当!所有的变形镁合金都可以用于生产挤压材:用于挤压管材的有AZ31B、AZ61A、ZK10A等;用于生产棒材的主要有AZ31B、AZ61A、AZ80A、ZK10A、ZK30A、ZK60A等;用于生产型材的主要是AZ31B、AZ61A、AZ80A、ZK10A、ZK30A、ZK60A等。
目前,热挤压是变形镁合金的首要塑性变形加工工艺,与变形铝合金的挤压一样,镁合金挤压材可以正向挤压,也可以反向挤压,可以用单动挤压机生产,也可以用双动挤压机生产,可以用卧式挤压,也可以用立式挤压机!总之,凡是用于挤压-铝合金半成品的装备皆可用于生产镁合金材料,只不过工艺参数不同,配套设备与精整设备有所差异.在生产镁合金挤压材时主要采用正挤压法,反挤压法用的少。有时间或采用组合挤压法,即挤压初期用反挤压法,以消除正挤压时挤压筒与锭坯之间的摩擦,而后立即转为正挤压!
湛江镁合金零件加工厂
周边严禁吸烟,焊接等任何有火源性的行为!镁屑燃烧的灭火a、D级灭火器。其材料通常使用氯化钠基粉末或一种经过钝化处理的石墨基粉末,其原理是通过排除氧气来闷熄灭火!b、覆盖剂或干砂.小面积着火可用其覆盖,其原理也是通过排除氧气来闷熄灭火!c、铸铁碎屑.在没有其他好的灭火材料的情况下也可用之,主要作用是将温度降到镁的燃点以下,而不是将火闷熄!镁合金的六大塑性加工工艺变形镁合金的塑性加工工艺与变形铝合金的大体相同,但镁合金一般都在加热状态下进行,对锭坯加热可采用与铝合金相似的加热方式,但是锭坯绝不可与火焰直接接触,否则会发生燃烧,引发不易控制的灾难性的火灾,锭上的机械加工毛刺好清除干净,以免引发火灾.
不过这种组合工艺很少使用!锻压成形变形镁合金不能冷段,只能热锻,锻造温度200℃~400℃,不能高于400℃,否则会发生严重的氧化,而且晶粒会长大.镁合金的热导率大,约为80W/(m·℃),几乎比钢的大一倍,同时由于镁合金密度小,热容量也小,接触模具后会很快降温,变形抗力上升,充模能力下降,因此镁合金适宜于等温锻压.超塑性成形超塑性成形是采用板材在超塑性条件下加工零件的工艺。一些变形镁合金在一定条件下具有超塑性,可以一次制成形状较复杂的零件。

湖州镁合金零件机械加工_菏泽钛镁合金零件_青岛博林特机械有限公司
镁合金零件机械加工的注意事项及安全操作规程机械加工过程中的不安全因素在对镁合金进行机械加工的过程中,产生的切屑和细粉末都有燃烧或爆炸的危险!在镁合金的加工过程中,使切屑升温到达闪点或燃烧的影响因素如下:a、加工速度与切削速率之间的关系.切削热的产生与切削速度呈同比例增长,相对温度越高,则着火的可能性越大。b、其他因素.进给速率或吃刀量太小;加工过程中的停顿时间过长;刀具的后角和容屑空间过小;在没有使用切削液的情况下采用了很高的切削速度;刀具与嵌套在铸件中的异种金属芯衬相撞时可能产生火花;镁切屑在机床周围或下方积聚等!
d、镁废屑存放要及时清理,设置长保存时限。e、工作区域内应存放足量黄砂以防灭火之用。轧制成形在室温下镁合金的塑性很低,不适宜冷轧,因此板带都在一定温度下进行热轧与温轧,生产厚板、薄带板。适于生产板带材的镁合金有镁-锰系合金(M2M、ME20M等),镁-铝-锌系合金(AZ31B等),镁-锂系合金(LA141等),以及纯镁等!镁及镁合金薄板是指厚度为0!8~10mm的板材,铝合金薄板为厚度≥0。
机械加工的安全操作规程a、切削工具要保持锋利,并磨出较大的后角与离隙角;不允许使用钝的、粘有切屑的或破裂的刀具。b、一般情况下,尽量使用大进给量进行加工,避免使用微小的进给量,以产生较大厚度的切屑。c、不要让刀具中途停顿在工件上!d、使用微小切削量时,要使用矿物油冷却液来减少降温!e、如果镁合金零件中有钢铁芯衬时,要避免与刀具相碰产生火花!f、保持环境整齐、干净!g、严禁在加工工作区域内吸烟、生火、电焊等任何有火源性的操作行为。
镁合金
公司地址:青岛市城阳区正阳路380号
企业信息
注册资本:50---100万
注册时间: 2020-01-01

 粤公网安备44030402000848号
粤公网安备44030402000848号